Introduction
If you need custom metal or plastic parts, you will likely run into the milling machining process. It is one of the most common and useful ways to make things. In simple terms, milling uses rotating cutting tools to remove material from a solid block, shaping it into whatever you need. Unlike drilling, which only makes holes, milling can create flat surfaces, slots, gears, complex curves, and 3D shapes. It is used everywhere—from building car engines to making smartphone cases. In this guide, I will walk you through how milling works, what equipment you need, the different types of operations, and how to get great results for your own projects.
How Does the Milling Machining Process Work?
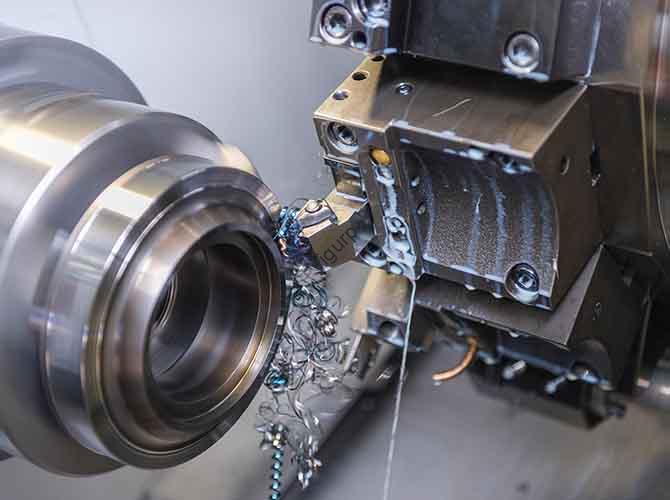
At its core, milling relies on two movements working together. The cutting tool spins at high speed. That is the primary motion. At the same time, the workpiece moves slowly against the spinning tool. That is the feed motion. Together, they shear away material bit by bit until your part is formed.
The Basic Principles
The cutting tool has sharp edges that act like tiny chisels. As it spins, these edges hit the material and slice off small chips. The workpiece is held firmly on a table that can move in different directions. On a basic machine, the table moves left-right (X axis), front-back (Y axis), and up-down (Z axis). More advanced machines add rotation so the tool can reach tricky angles.
Why Material Choice Matters
Different materials cut differently. Soft materials like aluminum or plastic are easy to machine. Hard materials like titanium or stainless steel are tough and wear out tools fast. You have to match your tool to your material.
- For aluminum and plastic, high-speed steel (HSS) tools work well and cost less.
- For hard metals like steel or titanium, you need carbide tools. They handle heat better and last 5 to 10 times longer than HSS.
A Real-World Example
I once helped a small automotive shop that was having trouble with aluminum brackets. Their milled slots were coming out rough and uneven. They were using a carbide tool meant for steel—too rigid for soft aluminum—and running it too slow. We switched to an HSS endmill and bumped the spindle speed from 1,500 RPM to 3,000 RPM. The problem disappeared. Their scrap rate dropped by 30 percent in the first month. That is the difference the right setup makes.
What Are the Key Components of a Milling System?
To run a milling job, you need three main things: the machine, the cutting tool, and a way to hold the workpiece.
| Component | What It Does | Common Types | What Matters |
|---|---|---|---|
| Milling Machine | Provides power to spin the tool and move the workpiece. | Vertical mill (tool moves up/down), Horizontal mill (tool spins sideways) | Vertical mills are best for general work. Horizontal mills excel at deep slots or gears. |
| Cutting Tool | Removes material from the workpiece. | Endmill (for slots and 3D shapes), Face mill (for flat surfaces), Ball nose cutter (for contours) | Tool material (HSS vs carbide) and number of flutes affect speed and finish. |
| Workholding Fixture | Holds the workpiece firmly in place. | Vise (for small parts), Clamps (for large parts), Custom jigs (for repeat jobs) | Poor holding causes vibration, which ruins surface finish and can break tools. |
What Are the Common Types of Milling Operations?
Milling is not one single thing. You choose an operation based on what shape you need.
Face Milling: For Flat Surfaces
Face milling creates smooth, flat surfaces. A face mill—a tool with cutting edges on its face—spins and moves across the top of the workpiece.
- Where it is used: Engine blocks need a perfectly flat surface where the cylinder head bolts on. Face milling ensures a tight seal so oil does not leak.
Peripheral Milling: For Slots and Grooves
Here, the cutting edges on the side of the tool do the work. This is how you cut slots, grooves, or external shapes.
- Where it is used: Furniture makers use peripheral milling to cut slots in table legs where metal braces will fit. The slots have to be precise so the braces slide in snugly.
3-Axis Milling: For Most Everyday Parts
3-axis milling is the standard. The workpiece moves left-right, front-back, and up-down while the tool spins. It handles most parts you would need, from brackets to housings.
- Where it is used: Medical device companies use 3-axis mills to make plastic inhaler parts. The shapes are not too complex, and 3-axis work is fast and reliable.
5-Axis Milling: For Complex Curves
5-axis milling adds two rotational axes. The tool can tilt and turn, reaching spots that would otherwise require multiple setups.
- Where it is used: Aerospace manufacturers use 5-axis mills for turbine blades. The blades have curved surfaces and thin walls that a 3-axis machine cannot handle in one setup. Doing it in one go saves time and eliminates alignment errors.
How Do You Run a Milling Job Step by Step?
Here is the process professionals follow to get consistent, quality results.
Step 1: Design the Part in CAD
Start with a digital model using CAD software like SolidWorks or Fusion 360. This file defines every dimension, hole, and curve. Include your tolerances—for example, ±0.001 inches for precision features.
Step 2: Pick Materials and Tools
Choose your workpiece material. Then pick a cutting tool that matches it.
- For aluminum: HSS endmill with 2 to 4 flutes.
- For stainless steel: Carbide endmill with 4 to 6 flutes.
Step 3: Set Up the Machine
Mount your workpiece in a vise or with clamps. Use a dial indicator to check that it is perfectly straight. If it is off by even a little, your cuts will be off too.
Step 4: Program the Tool Paths (CAM)
Bring your CAD file into CAM software. This program generates G-code, the language your milling machine understands. It tells the machine how fast to spin the tool and how fast to move the workpiece.
Pro tip: Many CAM programs have built-in recommendations. For aluminum with an HSS tool, they might suggest 2,500 RPM and a feed rate of 10 inches per minute. Use those as a starting point.
Step 5: Test the Cut
Do a “dry run” with the machine running but no material. Watch to make sure the tool moves as expected and does not crash into anything. Then run a test on a scrap piece of the same material. Measure the result. If it is wrong, tweak your settings.
Step 6: Run the Full Job
Once the test passes, load your real workpiece and run the program. Pay attention while it runs. If you hear strange noises or see vibration, stop and check your setup.
Step 7: Inspect the Final Part
Use calipers, micrometers, or a CMM to check that the part meets your specs. If it does not, go back and adjust your CAM settings.
What Critical Factors Affect Milling Quality?
Even with good equipment, you can ruin parts if you ignore these factors.
Spindle Speed and Feed Rate
These two work together. Spindle speed is how fast the tool spins, measured in RPM. Feed rate is how fast the workpiece moves, measured in inches per minute.
- The data: According to the Machinist’s Handbook, a carbide endmill cutting steel should run at 1,200 to 1,500 RPM with a feed rate of 10 to 15 inches per minute. Too fast overheats the tool. Too slow leaves a rough finish.
Cutting Fluid
Fluid cools the tool and workpiece, reduces friction, and washes away chips.
- When to use it: You must use fluid for hard metals like steel and titanium. For aluminum, it is optional but helps with surface finish.
Tool Maintenance
Dull tools ruin parts. They create more heat, leave rough surfaces, and take longer to cut.
- Best practice: Inspect tools every 10 to 20 parts. Replace HSS tools when edges chip. Carbide tools can be resharpened 3 to 5 times before they are done.
Material Hardness
Harder materials need slower speeds, carbide tools, and rigid machines. Softer materials can run faster with HSS tools.
- Example: Aluminum (soft) vs titanium (hard). Titanium needs about half the speed and much tougher tools.
Conclusion
The milling machining process is one of the most powerful tools in manufacturing. It takes a solid block of material and turns it into a precise, usable part. By understanding how the tool spins, how the workpiece moves, and how to match tools to materials, you can produce parts that meet tight tolerances and look great. Whether you are running a 3-axis mill for simple brackets or a 5-axis machine for complex aerospace components, the principles are the same: choose the right tool, set your speeds correctly, hold the workpiece firmly, and always inspect your work. Master these, and milling will serve you well for any project.
FAQ About the Milling Machining Process
1. What is the difference between milling and turning?
Milling uses a rotating cutting tool and a moving workpiece. It is great for flat surfaces, slots, and complex shapes. Turning spins the workpiece while a stationary tool cuts it. Turning is best for round parts like shafts and bolts.
2. How accurate is milling?
Modern CNC mills are extremely accurate. They can hold tolerances as tight as ±0.0001 inches. That level of precision is critical in aerospace and medical industries, where tiny errors can cause failures.
3. Can you mill plastic parts?
Yes, milling works very well on plastics like ABS, polycarbonate, and acetal. Use sharp HSS tools and moderate speeds—around 3,000 to 5,000 RPM—to avoid melting the material.
4. How much does a milling machine cost for a small shop?
Entry-level 3-axis CNC mills start around (10,000 to )20,000. You can find used machines for (5,000 to )10,000. That makes milling accessible for small businesses and hobbyists.
5. How long does it take to learn milling?
Basic manual milling takes about 1 to 2 months to get comfortable. CNC milling, including CAD/CAM software, takes 3 to 6 months of practice to produce high-quality parts consistently.
Discuss Your Projects with Yigu Rapid Prototyping
At Yigu Rapid Prototyping, we have extensive experience with the milling machining process for clients across aerospace, medical, automotive, and consumer goods. Our shop is equipped with modern 3-axis and 5-axis CNC mills, allowing us to handle everything from simple brackets to complex curved components. We do not just run your design—we review it for manufacturability, suggest improvements, and select the right tools and materials to ensure success. Every part goes through rigorous in-house quality control, so you receive components that meet your exact specifications. Whether you need one prototype or a production run, we deliver on time and on budget. Contact Yigu today to discuss your project and get a free quote.