Introduction
If you’re trying to figure out whether aluminium machining parts are right for your next project—or which alloy to pick, or how to get the best results—you’re in the right place. The short answer is this: aluminium is lightweight, resists corrosion, and machines beautifully, making it a top choice for industries from aerospace to electronics. But getting the most out of it means understanding the details. Which alloy fits your job? What machining process works best? How do you design parts that won’t fail? Let’s walk through it all step by step, with real examples and practical advice you can use today.
Why Choose Aluminium for Machining Parts?
Aluminium isn’t just popular because it’s cheap—though that helps. Its real value comes from a unique mix of properties that make it hard to beat.
Lightweight Without Sacrificing Strength
Aluminium weighs about one-third of what steel weighs. That’s a huge advantage when every pound matters—think aircraft parts, electric vehicle components, or even laptops you carry around. And here’s the kicker: many aluminium alloys are as strong as low-carbon steel. You get the strength without the weight penalty.
Natural Corrosion Resistance
Steel rusts. Aluminium doesn’t. When exposed to air, it forms a thin oxide layer that protects it from further damage. For parts that live outdoors or in wet places—boat hardware, outdoor lighting, marine equipment—this means less maintenance and longer life.
I once worked with a boat manufacturer who was using steel for their railing components. Every year, they had to repaint to stop the rust. They switched to aluminium, cut the weight by 40% , and haven’t touched the railings since. That’s the kind of win that pays off year after year.
Excellent Machinability
Here’s where aluminium really shines. It’s soft enough to cut quickly, which means:
- Faster production cycles (more parts per hour)
- Less wear on cutting tools (fewer replacements)
- Lower energy use (easier on your machines and your utility bill)
Most aluminium alloys have a machinability rating above 70 , where 100 is the easiest. Compare that to steel, which typically rates around 40. A study by the Aluminum Association found that machining aluminium uses 50% less energy than machining steel for the same part. On a big production run, those savings add up fast.
Highly Recyclable
If sustainability matters to your company—or your customers—aluminium is a smart choice. According to the International Aluminium Institute, over 75% of all aluminium ever produced is still in use today. It recycles forever without losing quality.
I consulted with a consumer electronics brand that wanted to green their supply chain. They switched to recycled aluminium for their laptop casings. Material costs dropped by 15% , and their carbon emissions from material sourcing fell by 60% . The casings performed exactly the same. That’s a rare win-win.
Key Aluminium Alloys for Machining Parts
Not all aluminium is created equal. The alloy you choose changes everything—strength, machinability, cost, and corrosion resistance. Here are the three you’ll run into most often.
6061: The Workhorse Alloy
6061 aluminium is the go-to for a reason. It balances strength, machinability, and cost better than almost anything else. Tensile strength? About 37,000 psi. Yield strength? 30,000 psi. That’s plenty for most parts.
It’s also easy to machine—medium hardness means tools last—and you can heat-treat it to boost strength further.
Common uses:
- Structural brackets and frames
- Automotive parts (valve covers, intake manifolds)
- Consumer electronics (laptop bodies, phone frames)
- Plumbing fixtures
Real-world example: An automotive client used 6061 to machine engine mounts for compact cars. The alloy’s strength kept the mounts stable under vibration, and its machinability let them crank out 500 parts per day—20% more than they could with a harder alloy like 7075.
7075: Maximum Strength
When you need brute strength, 7075 aluminium delivers. Tensile strength hits 83,000 psi , yield strength 73,000 psi —nearly double 6061. This is aerospace-grade stuff.
The trade-off? It’s harder to machine. You’ll need sharper tools (carbide instead of HSS) and slower speeds, which drives up costs.
Common uses:
- Aerospace components (wing spars, landing gear parts)
- High-performance automotive (roll cages, suspension)
- Sporting goods (bike frames, climbing gear)
Real-world example: An aerospace supplier used 7075 for aircraft wing ribs. The strength was critical, but they had to adjust—carbide tools, cutting speeds reduced by 30%—to get clean cuts. Worth it, though: 99.5% passed FAA standards.
5052: Flexibility and Corrosion Resistance
5052 aluminium isn’t as strong as 6061 (about 30,000 psi tensile), but it’s much more flexible. You can bend and shape it without cracking. It also laughs at saltwater corrosion, making it perfect for marine use.
Common uses:
- Marine parts (boat hulls, fuel tanks)
- Chemical processing equipment
- Sheet metal (signs, enclosures)
Real-world example: A marine client used 5052 to machine fuel tanks for small boats. The saltwater resistance meant no leaks or degradation. After five years , zero failures. That’s unheard of in marine applications.
Comparison Table: Common Aluminium Alloys
| Alloy | Tensile Strength (psi) | Yield Strength (psi) | Machinability | Corrosion Resistance | Best For |
|---|---|---|---|---|---|
| 6061 | 37,000 | 30,000 | Excellent | Good | General parts, structural |
| 7075 | 83,000 | 73,000 | Fair | Moderate | High-stress, aerospace |
| 5052 | 30,000 | 17,000 | Good | Excellent | Marine, chemical, sheet metal |
Essential Machining Processes for Aluminium Parts
Once you’ve picked your alloy, you need the right process. Here are the most common ways to shape aluminium, and when to use each.
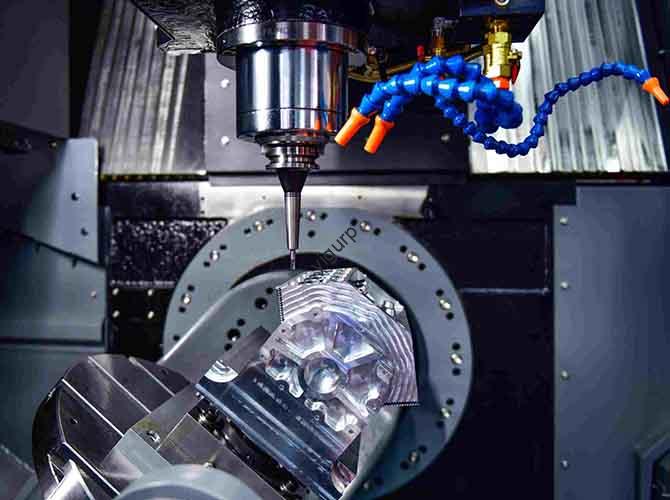
CNC Milling: Complex Shapes, High Precision
CNC milling uses rotating cutters to remove material. It’s incredibly versatile—you can make slots, holes, 3D contours, you name it. Most CNC mills hold tolerances of ±0.001 inches , which is tight enough for precision parts like gearboxes or electronic enclosures.
It’s also great for prototyping. Change the design in software, hit go, and you have a new part in hours.
Real-world example: A medical device maker used CNC milling for aluminium housings on diagnostic equipment. The housings needed precise holes for cables and connectors. CNC milling delivered every time, with a defect rate under 0.5% .
CNC Turning: Cylindrical Parts, High Volume
CNC turning spins the workpiece while a cutting tool moves along it. It’s perfect for round parts—shafts, bolts, bushings—and it’s faster than milling for these shapes.
Aluminium’s softness makes turning smooth. Surface finishes typically land between 32 and 63 microinches , smooth enough for most uses without extra polishing.
Real-world example: A fastener company needed 10,000 aluminium bolts per day for solar panels. CNC turning delivered that volume while holding ±0.002 inches tolerance. The smooth finish also prevented corrosion and ensured tight fits.
Drilling and Tapping: Holes and Threads
Drilling creates holes. Tapping adds threads so screws can bite. Aluminium is easy to drill and tap, but a few tips help:
- Use sharp tools . Dull ones tear the metal, leaving rough holes.
- Use cutting fluid . It cools the tool and flushes away chips.
Real-world example: A furniture maker kept breaking taps when threading aluminium chair legs. They switched to sharp carbide taps and a water-based cutting fluid. Tap breakage dropped 80% , and thread quality improved so assembly got easier.
Surface Finishing: Protection and Appearance
The right finish makes aluminium parts look good and last longer.
- Anodizing: Creates a hard, colored oxide layer. Great for corrosion and wear resistance. Common on smartphone cases and window frames.
- Powder coating: Durable, scratch-resistant, available in any color. Ideal for outdoor furniture or auto parts.
- Polishing: Mirror-like shine. Decorative only—doesn’t add corrosion protection.
Real-world example: An architecture client anodized aluminium window frames for a high-rise. After 10 years , the frames still looked new—no corrosion, no fading.
Design Tips for High-Quality Aluminium Machining Parts
Great machining can’t fix a bad design. Follow these rules to get parts that are strong, easy to make, and affordable.
Keep Tolerances Realistic
Tight tolerances sound impressive, but they drive up costs and defects. Aluminium expands and contracts with heat during machining. Holding ±0.0005 inches on a large part is tough.
Only spec tight tolerances where they matter. A battery bracket? ±0.01 inches is fine. A precision gear? Maybe ±0.001 inches.
Real-world example: A robotics company spec’d ±0.0005 inches on a non-critical aluminium bracket. We loosened it to ±0.002 inches. Production costs dropped 15% , and defects fell 90% .
Avoid Sharp Corners
Sharp corners cause stress concentrations—the part can crack under load. They also make machining harder; cutters can get stuck, leaving rough finishes.
Use fillets (rounded corners) or chamfers (angled corners). Fillets reduce stress best. A good rule: 0.03-inch radius minimum for small parts, 0.125 inches for large ones.
Real-world example: An automotive client’s aluminium suspension arms kept cracking at the corners. We added 0.125-inch fillets. No more cracks, and machining time dropped 10% .
Design for Machinability
Make your parts easy to machine:
- Minimize complex features . Deep slots and undercuts need special tools and setups. Simplify if you can.
- Use standard sizes . Stick to common hole diameters (0.25 inches, 0.5 inches) and thread sizes (1/4-20, 3/8-16). Standard tools are cheap and easy to find.
- Avoid deep cavities . They cause vibration and poor finishes. Make them shallower or redesign.
Real-world example: A consumer goods company designed an aluminium coffee maker base with a deep, complex cavity. It needed special tools and multiple setups—slow and expensive. We redesigned to eliminate the deep cavity. Production time dropped 25% , costs fell 20% .
Quality Control for Aluminium Machining Parts
How do you know your parts are good? Quality control catches problems before they reach your customer.
Dimensional Inspection
Check that parts match the design.
- Calipers: Measure length, width, thickness. Good for most parts, accurate to ±0.001 inches .
- Micrometers: Measure small diameters precisely. Accurate to ±0.0001 inches .
- CMMs (Coordinate Measuring Machines) : Probe complex parts and compare to CAD. Accurate to ±0.0005 inches .
Real-world example: An aerospace client used CMMs to inspect every aluminium wing component. Any part outside ±0.001 inches was rejected. Result: every wing met strict FAA standards.
Surface Finish Inspection
Rough surfaces can increase friction or trap bacteria. A profilometer measures roughness in microinches. Most aluminium parts land between 32 and 63 microinches. Medical devices might need 16 or less.
Real-world example: A medical device maker used a profilometer to inspect aluminium surgical tools. They needed a max roughness of 16 microinches to prevent bacteria from sticking. The profilometer ensured 99.8% passed.
Material Verification
Using the wrong alloy can be catastrophic. Spectroscopy uses light to analyze chemical composition. It confirms you got the alloy you paid for and checks for impurities.
Real-world example: An automotive client had aluminium engine parts failing during testing. Spectroscopy revealed their supplier used 6061 instead of 7075. The weaker alloy couldn’t handle the engine’s heat and vibration. They caught it before more defective parts were made, saving over $100,000 in rework and downtime.
Conclusion
Aluminium machining parts offer an unbeatable combination of light weight, strength, corrosion resistance, and machinability. But success depends on the details. Choose the right alloy—6061 for general use, 7075 for high stress, 5052 for marine environments. Pick the right process—CNC milling for complex shapes, CNC turning for cylinders. Design with manufacturing in mind—realistic tolerances, rounded corners, standard sizes. And always verify quality with proper inspection.
When you get these pieces right, aluminium parts perform beautifully, last for years, and stay within budget. Whether you’re building aircraft components or laptop casings, the principles are the same. Now go make something great.
Frequently Asked Questions
How do I choose between 6061, 7075, and 5052 aluminium alloys?
Start with what your part needs:
- 6061: General-purpose parts (brackets, enclosures). Best balance of strength, machinability, and cost.
- 7075: High-stress parts (aerospace, racing). Strongest, but harder to machine and more expensive.
- 5052: Marine or chemical exposure. Excellent corrosion resistance, good formability, lower strength.
What’s the difference between CNC milling and CNC turning for aluminium?
CNC milling uses rotating cutters for complex, non-cylindrical shapes. Great for prototyping and parts with slots or 3D features.
CNC turning spins the workpiece for cylindrical parts (shafts, bolts). Faster for high volumes of round parts.
How can I reduce machining costs without sacrificing quality?
- Optimize tolerances: Only make them as tight as needed.
- Design for machinability: Avoid complex features, use standard sizes.
- Pick the right alloy: 6061 is cheaper and easier than 7075 if strength allows.
- Consider recycled aluminium: Often 10-15% cheaper, same performance.
What surface finish is best for outdoor aluminium parts?
Anodizing or powder coating. Both protect against weather and UV. Anodizing gives a hard, colorfast oxide layer. Powder coating provides thick, durable color. Polishing alone won’t protect outdoors.
Discuss Your Projects with Yigu Rapid Prototyping
Need help bringing your aluminium parts to life? At Yigu Rapid Prototyping, we’ve machined thousands of aluminium components for clients across aerospace, automotive, medical, and consumer goods. Our team can help you select the right alloy, optimize your design for manufacturability, and deliver precision parts that meet your specs—whether you need one prototype or ten thousand units. We also specialize in recycled aluminium options for clients focused on sustainability. [Contact Yigu Rapid Prototyping today] for a free consultation and quote. Let’s build something great together.