Introduction
If you’re in manufacturing—or just starting to learn about it—you’ve likely encountered two fundamental processes: casting and machining. But how do they actually work together? And more importantly, how do you choose the right combination for your specific project?
Let’s start with the basics: Casting is an additive process where molten metal is poured into a mold to create a rough shape (a “blank”). Machining is a subtractive process that removes material from that blank to achieve precise dimensions and surface finishes. Together, they form the core “forming + finishing” closed loop of manufacturing.
Think of an automobile engine block: first, casting creates the basic shape efficiently. Then, machining completes the precision work—cylinder bores, mounting surfaces, bolt holes—to meet exact specifications. Neither process alone would suffice; they’re complementary partners.
In this guide, we’ll walk through the entire journey—from basic principles to material selection, design considerations, quality control, and real-world applications—so you can make informed decisions for your manufacturing projects.
What Are the Basic Concepts of Machining and Casting?
Casting: The Art of Forming
Casting is a manufacturing process where metal is melted, poured into a mold, and allowed to solidify. The core principle relies on the fluidity and solidification characteristics of metal—controlling these determines the final shape and quality.
Key advantages:
- Can create complex shapes that would be difficult or impossible to machine
- Efficient for producing multiple copies
- Wide range of material options
Machining: The Science of Finishing
Machining encompasses various processes that remove material from a workpiece to achieve precise dimensions and surface finishes. The principle is based on mechanical actions like cutting, grinding, and drilling to gradually remove excess material (the “allowance”).
Key advantages:
- Achieves tight tolerances (often IT5-IT8 level)
- Creates smooth surface finishes
- Provides dimensional accuracy that casting alone cannot
Why They Work Together
Casting solves the problem of “molding efficiency” —creating the basic shape quickly and economically. Machining solves the problem of “precision standards” —ensuring the final part meets exact specifications.
The connection between molding and finishing is a critical link that directly impacts product quality and production efficiency. A well-designed casting minimizes the machining work needed; precise machining transforms a rough casting into a usable component.
What Are the Core Process Methods and Technologies?
Casting Process Classification
Different casting processes suit different applications. Here’s how to choose:
| Process | Core Features | Best For | Typical Example |
|---|---|---|---|
| Sand Casting | Low cost, high flexibility | Small to medium batches, complex parts | Agricultural machinery gearbox housings |
| Die Casting | High efficiency, high precision | Large quantities, thin-walled aluminum parts | Smartphone frames, automotive knuckles |
| Investment Casting | Extremely high precision, smooth surface | High-end precision parts | Aerospace engine blades |
| Permanent Mold Casting | Long life, good consistency | Medium batches of non-ferrous parts | Motorcycle crankcases |
| Centrifugal Casting | Uniform wall thickness, high strength | Tubular parts | Water pipes, boiler tubes |
| Low-Pressure Casting | Stable filling, few defects | High-quality castings | Automotive wheels |
| Lost Foam Casting | No parting lines, flexible design | Complex structural parts | Heavy machinery bases |
Selection guideline: For mass production of aluminum phone parts, choose die casting. For aerospace superalloy precision parts, investment casting is essential.
Machining Technology Core
Machining encompasses several key technologies:
| Process | Application | Typical Accuracy |
|---|---|---|
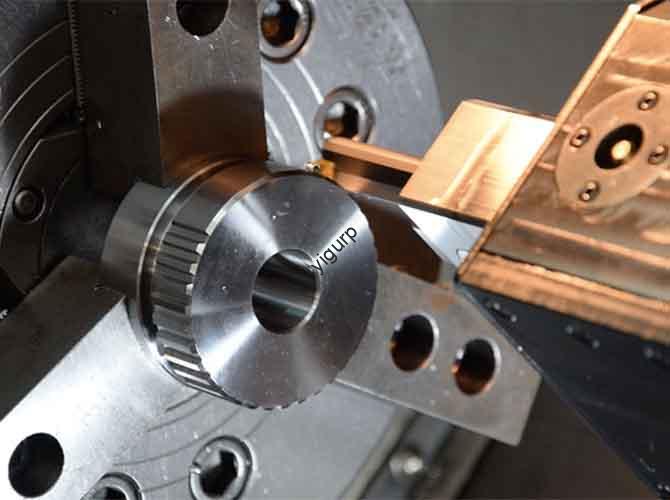
| Turning | Shaft and disc parts (outer surfaces, holes) | IT6-IT8 |
| Milling | Flat surfaces, grooves, complex contours | Ra1.6-6.3μm |
| Drilling/Boring | Hole features (boring offers higher precision) | Engine cylinder finishing |
| Grinding | Precision finishing | IT5 and above (bearing rings) |
| EDM/Laser Cutting | High-hardness, complex shapes | Mold cavities, precision parts |
CNC machining has revolutionized manufacturing, enabling automated production through CAD/CAM programming—especially valuable for multi-variety, high-precision parts.
Near-net shape technology (precision casting with minimal finishing) is a key cost-reduction strategy. One auto parts company reduced engine piston machining allowance by 30% and production costs by 15% through this approach.
Heat Treatment and Post-Processing
These steps are crucial for enhancing performance:
- Stress relief annealing after casting reduces deformation
- Quenching after machining improves hardness
- Surface treatments (plating, painting) enhance wear and corrosion resistance
How Do Materials Influence Process Selection?
Mainstream Casting Alloys
| Material | Key Properties | Typical Applications |
|---|---|---|
| Cast Iron | Low cost, good wear resistance (200-900MPa) | Machine tool beds, engine blocks |
| Cast Steel | High strength, good toughness | Crane hooks, bridge bearings |
| Aluminum Alloy | Lightweight (2.7g/cm³), good thermal conductivity | Automotive, aerospace |
| Magnesium Alloy | High specific strength | Drone frames, lightweight components |
| Copper Alloy | Excellent electrical/thermal conductivity | Valves, pipe fittings |
Core Material Selection Considerations
Machinability varies dramatically:
- Aluminum alloys are easy to machine
- Superalloys are 5-10 times more difficult than ordinary steel, requiring special tools and parameters
Material properties must match usage:
- Construction machinery parts need toughness
- Molds require high hardness
- High-temperature environments demand heat-resistant steels or superalloys
Casting defects relate to materials:
- Cast iron: prone to graphite floatation
- Aluminum alloy: prone to porosity
- Solution: Adjust composition and process parameters
Heat treatment effects:
45# cast steel after quenching and tempering: hardness increases from HB200 to HB280-320, with significantly improved toughness.
What Design Considerations Optimize Manufacturing?
Casting Structure Design Essentials
| Feature | Requirement | Consequence of Ignoring |
|---|---|---|
| Draft angle | 1-3° minimum | Casting sticking, strain (one farm equipment company had 8% scrap due to insufficient draft) |
| Machining allowance | Sand casting: 3-5mm; Die casting: 0.5-2mm | Excessive material waste or insufficient material for finishing |
| Wall thickness uniformity | Avoid sudden changes | Shrinkage, porosity defects |
Precision and Tooling Design
- Tolerance levels: Machining typically IT6-IT10, select based on assembly requirements (clearance, transition, interference fits)
- Surface roughness: Castings Ra12.5-100μm; Machined Ra0.8-6.3μm. Moving mating surfaces need higher finish
- Fixture design: Proper fixtures improve efficiency and accuracy—double-top clamps for shafts, one-side-two-pins for box parts
Design for Manufacturing (DFM)
The core principle: Consider manufacturing feasibility during design—simplify complex structures, avoid enclosed cavities. An electronics company optimized die-casting mold life from 50,000 to 80,000 shots through DFM.
CAD/CAM Integration
Seamless design-to-manufacturing workflow:
- Complete 3D modeling in CAD
- Import to CAM for toolpath planning, tool selection, parameter setting
- Generate NC programs for CNC machines
A mold company shortened product development cycles by 40% through CAD/CAM integration.
How Is Quality Controlled Throughout the Process?
Non-Destructive Testing (NDT)
NDT finds internal defects without destroying products:
| Method | Detects | Accuracy/Depth |
|---|---|---|
| X-ray inspection | Internal porosity, shrinkage | 0.1mm precision |
| Ultrasonic testing | Internal cracks, inclusions | Several meters depth |
| Magnetic particle | Surface cracks (ferromagnetic materials) | Gears, shaft parts |
Whole-Process Quality System
Raw material testing: Chemical composition analysis—cast iron carbon content should be controlled at 2.5-3.5%
In-process testing:
- Sand properties during casting
- Molten metal temperature
- Dimensional sampling during machining
Finished product inspection:
| Test | Purpose | Tools |
|---|---|---|
| Dimensional | Verify drawing requirements | CMM, calipers |
| Mechanical properties | Strength, toughness | Tensile test, impact test |
| Surface quality | Porosity, sand holes, strain | Visual, magnifying glass |
Common Defects and Solutions
| Defect | Cause | Solution |
|---|---|---|
| Porosity | High gas content, poor venting | Refine degassing, add vents |
| Shrinkage | Unreasonable solidification, insufficient feeding | Add risers, optimize gating |
| Cold shut | Low temperature, slow filling | Increase pouring temperature, optimize sprue |
Statistical Process Control (SPC) monitors key parameters to reduce defect rates. An automotive casting company reduced scrap from 5% to under 2% after implementing SPC.
How Do Cost, Efficiency, and Supply Chain Interact?
Cost Composition and Control
| Cost Element | Typical Range | Notes |
|---|---|---|
| Mold cost | Sand: thousands; Die casting: hundreds of thousands to millions | Main fixed cost, amortized over batches |
| Machining cost | CNC: 100-300 yuan/hour | Includes equipment depreciation, tooling, labor |
Cost optimization strategies:
- Use near-net shape technology to reduce machining allowance
- Select cost-effective materials
- Optimize supply chain to reduce procurement costs
Production Efficiency and Batch Considerations
| Batch Size | Recommended Approach |
|---|---|
| Small batch | Sand casting + general machining |
| Mass production | Die casting + CNC automation |
Example: A home appliance company switched from sand casting to die casting when volume reached 100,000 pieces, reducing unit cost by 20%.
Rapid prototyping: Use 3D printing for molds or direct parts to shorten R&D. A medical device company advanced product launch by 6 months using rapid prototyping.
Supply Chain Decisions
Supplier selection: Prioritize those with process capability and complete QC systems. Evaluate through audits and sample testing.
Outsourcing decisions: Consider outsourcing non-core processes. A machinery company reduced fixed asset investment by 30% by outsourcing casting while focusing on precision machining and assembly.
What Do Real-World Applications Look Like?
Key Industry Applications
| Industry | Components | Processes |
|---|---|---|
| Automotive | Engine blocks, gearbox housings, wheels, drive shafts | Sand casting, low-pressure casting, turning, grinding |
| Aerospace | Engine blades, structural parts | Investment casting (superalloy), CNC machining (Al/Ti) |
| Medical | Surgical instruments, implants | Stainless steel casting + precision grinding, titanium alloy machining |
| Energy | Wind turbine hubs, nuclear piping | Sand casting (ductile iron), centrifugal casting (heat-resistant steel) |
| Mold making | Cavities, bases | EDM + grinding, casting + milling |
Case Study 1: Automotive Wheel Optimization
Challenge: A manufacturer used sand casting for wheels—8% scrap rate, long cycles.
Solution: Switched to low-pressure casting + CNC machining with:
- Optimized mold design (added vents)
- Adjusted aluminum alloy composition (added refiners)
Result:
- Scrap rate reduced to 2%
- Production efficiency increased 30%
- Unit cost reduced 15%
Case Study 2: Aerospace Blade Manufacturing
Challenge: Investment casting of superalloy blades faced internal shrinkage defects.
Solution: Implemented:
- Directional solidification technology
- Optimized pouring temperature and speed
- X-ray NDT for verification
Result: Defect rate reduced from 12% to 3%, meeting stringent aerospace requirements.
Conclusion
Machining and casting form the fundamental backbone of manufacturing—casting creates the shape efficiently, machining delivers the precision. Together, they transform raw materials into components that power our world.
Key takeaways:
- Casting processes range from sand to investment casting—choose based on batch size, material, and precision needs
- Machining technologies from turning to EDM each serve specific purposes; CNC enables automation and precision
- Material selection must balance properties, machinability, and cost
- Design for Manufacturing (DFM) prevents problems before they start
- Quality control through NDT, SPC, and systematic inspection ensures reliability
- Cost optimization comes from near-net shaping, appropriate batch sizing, and smart supply chain decisions
- Real-world applications across industries demonstrate the versatility of these processes
Digital and intelligent technologies are driving continuous improvement—CAD/CAM integration, AI-driven parameter optimization, automated inspection—all enhancing precision, consistency, and efficiency. For manufacturers, balancing process selection, cost control, and quality through DFM and supply chain collaboration creates maximum value.
FAQ About Machining and Casting
How is the order of casting and machining determined?
Typically, casting first to create the blank, then machining for finishing. For low-precision, simple parts, casting alone may suffice (e.g., some agricultural components).
How do I choose the right casting process?
Consider:
- Batch size: Large batch → die casting; Small batch → sand casting
- Material: Aluminum alloy → die/low-pressure casting; Superalloy → investment casting
- Precision: High precision → investment casting; Ordinary → sand casting
How can I improve surface roughness in machining?
Use finishing processes (grinding, polishing), optimize cutting parameters (reduce speed, reduce feed), select sharp tools, and ensure adequate cutting fluid.
How do I effectively prevent casting defects?
Establish closed-loop control across:
- Raw materials: Refining, degassing
- Mold design: Optimize gating, add vents
- Process parameters: Control pouring temperature, solidification speed
- Inspection: NDT throughout
How can I control costs for small batch production?
Choose sand casting + general machining, use universal fixtures, simplify designs through DFM to reduce machining allowance, and consider outsourcing to reduce capital investment.
What’s the difference between sand casting and die casting?
Sand casting: Low-cost molds, flexible, suitable for small batches and complex shapes. Die casting: High-cost molds, high efficiency, excellent surface finish, ideal for mass production of thin-walled parts.
How do I know if a casting defect is repairable?
Surface defects can often be welded and re-machined. Internal structural defects typically require scrapping. Consult with your foundry engineer for specific cases.
Discuss Your Machining and Casting Projects with Yigu Rapid Prototyping
At Yigu Rapid Prototyping, we understand that successful manufacturing requires balancing process selection, material science, design optimization, and quality control. Whether you’re developing a new product or optimizing an existing one, we’re here to help.
We offer:
- Expert guidance on process selection based on your specific requirements
- DFM analysis to optimize designs for manufacturing
- Prototyping services to validate designs before production
- Supplier network for both casting and machining
- Quality assurance throughout the process
Let’s discuss your project. We’ll provide a free assessment and help you navigate the complete journey from concept to finished component.