CNC machining services for custom prototype
A supplier providing custom metal and plastic prototypes to small-batch production, with an ISO 9001:2015 factory. Our processing capabilities cover over 80 kinds of metals and more than 50 kinds of plastic materials. We have over 50 3, 4 and 5-axis CNC machines and can complete prototypes or customized parts within the fastest 2 days. Nationwide delivery. The delivery time is usually within 1 to 3 days.
CNC machining services
Our CNC machining operations have a wide range of applicability and can meet various complex machining needs. We have various CNC milling and turning centers, as well as CNC Wire EDM and CNC Grinding, CNC Drilling, CNC Engraving capabilities, which gives Yigu great flexibility in producing different types of prototypes and parts.
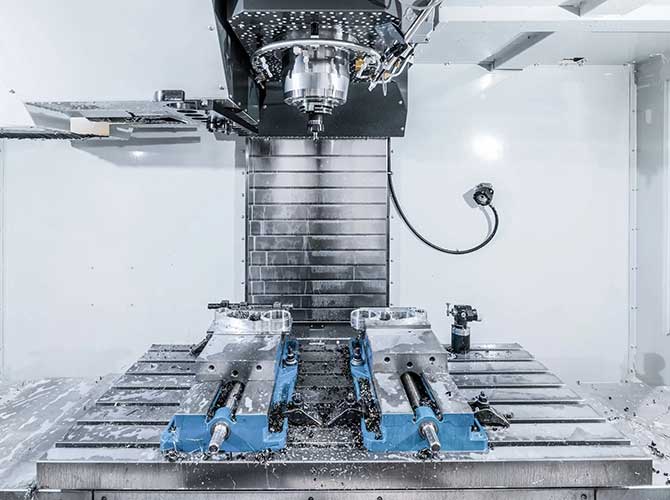
3-axis and 5-axis CNC milling
Yigu’s on-demand CNC milling service provides highly personalized customization. You can choose from a variety of materials, surface treatments, and processing options to manufacture parts that meet your specific needs.
With a tolerance as low as 0.01 millimeters, your parts can be delivered nationwide within 2 days at the fastest.

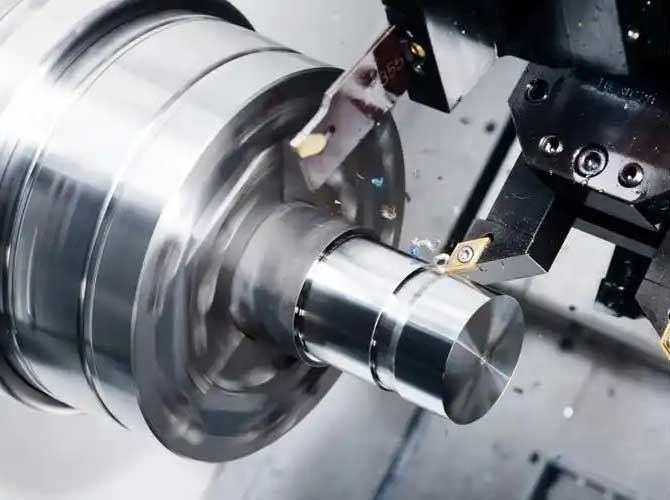
CNC turning
Our CNC turning is used to manufacture cylindrical parts such as shafts, gears, bolts, and fasteners, as well as parts with rotational symmetry.
With a tolerance as low as 0.01 millimeters, your parts can be delivered globally in as fast as 3 days.
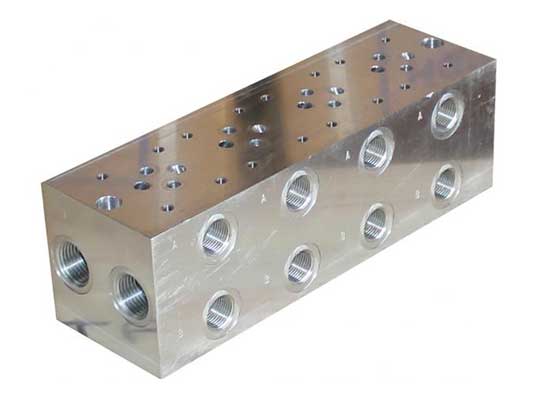
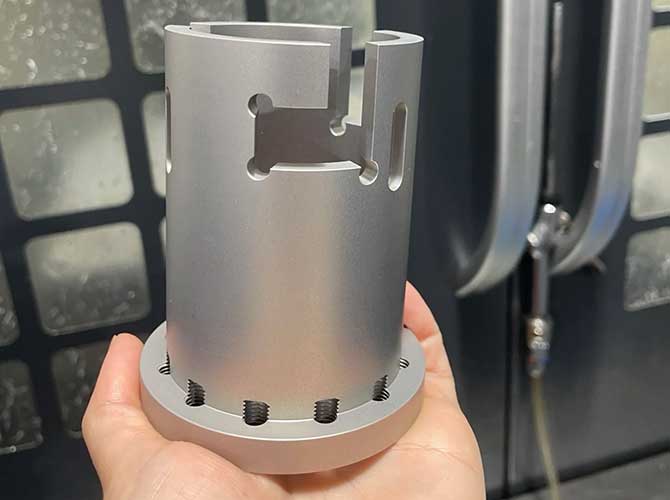
CNC machining Prototype and Parts Display
The products displayed below have been approved by the customer, and we strictly abide by the confidentiality agreement to protect the customer’s confidentiality and creativity.















Material selection for CNC machining
We can use a variety of different materials for production.
Plastic
Aluminum alloy
Stainless steel
Mild steel
Alloy steel
Tool steel
Other metals
Surface treatment in CNC machining
We provide a variety of surface finishing services to meet your diverse needs. We provide surface treatment services such as polishing, smoothing, wire drawing, silk screen printing, sandblasting, anodizing, powder coating, electroplating, passivation, and laser etching.

Pure processing (Ra 3.2μm)
Remove burrs or sharp edges from the surface of the workpiece.

Smooth (Ra 1.6μm)
Slight visible processing marks, The surface should be clean without any scratches or polishing.

Precision machining (Ra 0.8μm)
The parts are manually polished or brushed to remove machining marks.

Polishing (Ra 0.8μm)
Polishing is a precision machining process that involves smoothing the surface of materials to form a high gloss, reflective, or mirror like surface.

Spray coating (bright and matte surfaces)
We can achieve: matte satin with high gloss quality and soft touch (rubber oil)

sand blast
It involves sandblasting the surface of the prototype with sand or other abrasives to produce a rough texture.

oxidize
The most popular way to create a good surface for electronic products. We offer: Anodizing Types 1, 2, 3 Transparent/Hard Anodizing

Black oxidation (blackening)
It is a chemical conversion coating commonly used to create a black or dark gray surface on ferrous metals such as steel or iron.

nickel plating
Electroless nickel plating

Transparent polishing
Steam polishing can be used for post finishing of machined PC parts, which can improve the internal and external surface smoothness and clarity of the parts.

Brushing
Brushing is used to create textures or linear patterns on the surface of materials (usually metals).

Electroplating
Electroplating is commonly used for decoration or corrosion-resistant coatings.
CNC machining tolerance
Yigu follows the DIN-2768-1-fine standard for metal processing and the DIN-2768-1-medium standard for plastic processing, providing a good balance between precision and cost-effectiveness, and is therefore widely used in the industry.
Our project manager will meticulously document every detail of the project and consult with you to ensure the highest possible precision is provided. When working with Yigu, we guarantee that all parts will be manufactured according to your specifications.
We follow the universal tolerance standards for CNC machining.
For metal parts, we follow DIN-2768-1-fine
For plastic parts, we follow DIN-2768-1-Medium
Size Capabilities
| Type | Accuracy |
|---|---|
| Threaded Holes | – UNC & UNF threads: From #2 up to 0.5 in. – Metric threads: M1.2 and above |
| Radii | Turned outside corners will typically include a 0.005 in. chamfer. |
| Minimum Hole Size | – Minimum on-axis and axial: 0.04 in. (1mm) – Minimum radial: 0.08 in. (0.5mm); 0.04 in. (0.5mm) for aluminum brass |
| Grooves | – Minimum OD groove width: 0.047 in. (1.2mm) – Minimum OD groove width for aluminum and brass: 0.019 in. (0.5mm) – Maximum OD groove depth: 0.95 in. (24.1mm) — varies with groove width |
| Linear Dimension | – ± 0.025mm – ± 0.001 inches |
| Hole Diameter (not reamed) | – ± 0.025mm – ± 0.001 inches |
| Shaft Diameter | – ± 0.025mm – ± 0.001 inches |
| Part Dimension Limit | – 950 * 550 * 480mm – 37.0 * 21.5 * 18.5 inches |
CNC Machining Standards
Dimensional Tolerances (DIN ISO 2768-1 (1991-06))
| Tolerance Class | Material Type | Dimension Range (mm) | Tolerance (mm) |
|---|---|---|---|
| F | Metal (ISO 2768-F) | 0.5 to 3 | ±0.05 |
| F | Metal (ISO 2768-F) | Over 3 to 6 | ±0.05 |
| F | Metal (ISO 2768-F) | Over 6 to 30 | ±0.1 |
| F | Metal (ISO 2768-F) | Over 30 to 120 | ±0.15 |
| F | Metal (ISO 2768-F) | Over 120 to 400 | ±0.2 |
| F | Metal (ISO 2768-F) | Over 400 to 1000 | ±0.3 |
| F | Metal (ISO 2768-F) | Over 1000 to 2000 | ±0.5 |
| F | Plastic (ISO 2768-F) | 0.5 to 3 | ±0.05 |
| F | Plastic (ISO 2768-F) | Over 3 to 6 | ±0.05 |
| F | Plastic (ISO 2768-F) | Over 6 to 30 | ±0.1 |
| F | Plastic (ISO 2768-F) | Over 30 to 120 | ±0.15 |
| F | Plastic (ISO 2768-F) | Over 120 to 400 | ±0.2 |
| F | Plastic (ISO 2768-F) | Over 400 to 1000 | ±0.3 |
| F | Plastic (ISO 2768-F) | Over 1000 to 2000 | ±0.5 |
General Tolerances for Shape and Position (DIN ISO 2768-2 (1991-04))
| Tolerance Class | Characteristic | Dimension Range (mm) | Tolerance (mm) |
|---|---|---|---|
| H | Straightness and Flatness | 10 | ±0.02 |
| H | Straightness and Flatness | 10 to 30 | ±0.05 |
| H | Straightness and Flatness | 30 to 100 | ±0.1 |
| H | Straightness and Flatness | 100 to 300 | ±0.2 |
| H | Straightness and Flatness | 300 to 1000 | ±0.3 |
| H | Straightness and Flatness | 1000 to 3000 | ±0.4 |
| H | Verticality | To 100 | ±0.2 |
| H | Verticality | 100 to 300 | ±0.3 |
| H | Verticality | 300 to 1000 | ±0.4 |
| H | Verticality | 1000 to 3000 | ±0.5 |
| H | Symmetry | To 100 | ±0.5 |
| H | Symmetry | 100 to 300 | ±0.5 |
| H | Symmetry | 300 to 1000 | ±0.5 |
| H | Symmetry | 1000 to 3000 | ±0.5 |
Precision CNC machining
In addition to universal tolerance CNC parts that comply with standards such as ISO2768M or ISO2768F, Yigu provides high-precision CNC machined parts.
At Yigu, we offer 3-axis and 5-axis CNC milling, CNC turning EDM、 Wire cutting and surface grinding services. We have extensive precision CNC machining services, an experienced team of experts, and accumulated rich experience in how to use 3-axis, 4-axis, and 5-axis CNC machines to complete various projects in the best way possible.

Complete your prototype custom in 5 steps
From prototype custom to small batch production
rapid Prototype custom
Prototype customization is the process of creating a physical model of a product or part, typically using manufacturing techniques such as CNC machining.
The purpose of the prototype is to test and refine the design, and ensure that the product operates as expected.
A prototype can help identify any design defects or issues that may need to be addressed before being put into production.

Small batch production
Small batch manufacturing is a method of rapidly producing products, typically in quantities between 100 and 100000 pieces.
Yigu provides high-quality customized parts, including CNC machining, vacuum casting, sheet metal processing, low-pressure infusion and other small batch manufacturing services.
This method allows companies to test their designs and products before mass production, reducing the risk of product failures and financial losses.
CNC Precision Machining for Application Industries
In a world driven by innovation and uncompromising quality, precision isn’t just a requirement—it’s the foundation. We deliver excellence through state-of-the-art CNC machining, serving a diverse spectrum of industries where accuracy, reliability, and performance are non-negotiable.
- Automotive CNC Machining: High-strength, precision components that drive the future of mobility, from engine blocks to electric vehicle batteries.
- Aerospace CNC Machining: Mission-critical parts machined to the tightest tolerances, meeting rigorous standards for safety and performance in the skies and beyond.
- Medical CNC Machining: Biocompatible, complex instruments and implants manufactured in validated environments for diagnostics, surgery, and patient care.
- Mechanical CNC Machining: Robust and reliable parts that form the backbone of industrial machinery and automation systems.
- Mold CNC Machining: High-precision molds and dies for injection molding, die-casting, and forming across countless manufacturing sectors.
- Renewable Energy CNC Machining: Components for wind turbines, solar power systems, and hydropower that help build a sustainable future.
- Electronics & Electrical CNC Machining: Intricate housings, heat sinks, connectors, and semiconductors that power the digital world.
- Consumer Goods & Appliance CNC Machining: Durable, aesthetic, and high-volume parts that enhance everyday life in homes around the globe.
- Sporting Goods CNC Machining: Lightweight, high-performance components that give athletes the winning edge, from bicycles to professional equipment.
- Construction & Marine CNC Machining: Corrosion-resistant, heavy-duty parts built to withstand the harshest environments on land and at sea.
- Telecommunications CNC Machining: Precision waveguides, enclosures, and components that enable seamless global connectivity.
- Energy Sector CNC Machining: Critical parts for oil, gas, and nuclear power generation, engineered for extreme pressures and temperatures.
- Agricultural CNC Machining: Durable and efficient components that increase productivity and reliability in modern farming equipment.
No matter your industry, your challenge, or your design, we provide the manufacturing expertise to bring it to life.
Why choose us?
Technical strength
We have 55 CNC machine tools, including 5 5-axis, 10 4-axis, and 40 3-axis CNC machine tools. Our factory provides grinding, wire cutting, and electrical discharge machining equipment.
Fast delivery
We have powerful machining centers, so we can arrange production very flexibly to ensure that operations can meet constantly changing customer needs.
One stop solution provider
We can not only manufacture your prototypes and parts, but also provide a wide range of post-processing services based on them to help you bring your products to market. You can fully trust us.
Machining processes
Our CNC machining processes include laser cutting, water jet cutting, plasma cutting, flame cutting, routing, lathe machining, boring, broaching, hobbing, shaping, honing, reaming, thread machining, gear machining, EDM machining, punching, mill-turning, polishing, swissing, precision machining, 3-axis, 4-axis, and multi-axis CNC machining.
How to inspect your prototype and parts?
Drawing inspection
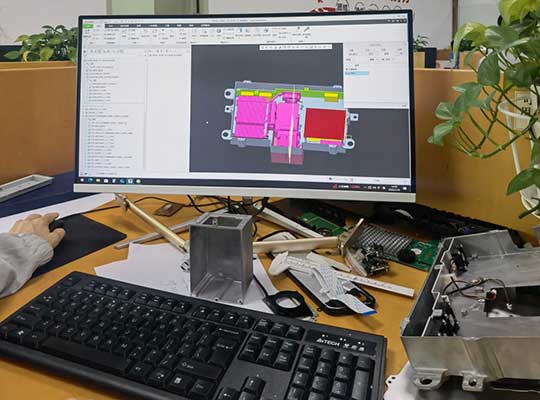
We will inspect each item in the BOM, including quantity, material, process, and surface finish requirements, to ensure consistency with the quotation. In addition, our engineering team will carefully review 3D and 2D drawings to identify design errors, compliance issues, and any interferences, and confirm whether all tolerances can be machined.
When necessary, we will also provide DFM feedback.
Incoming Inspection
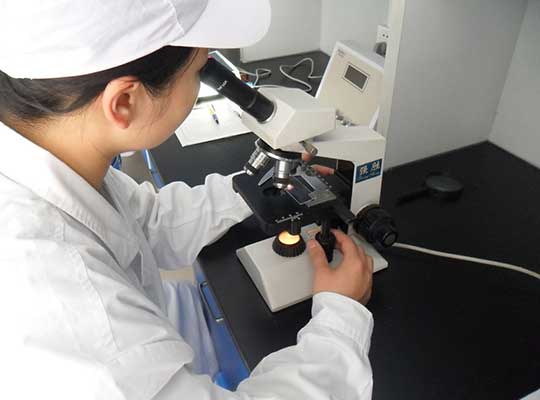
We require material suppliers to provide certification and labeling for all materials. We will use a spectrometer to inspect the material and test its chemical composition.
Processing inspection in progress
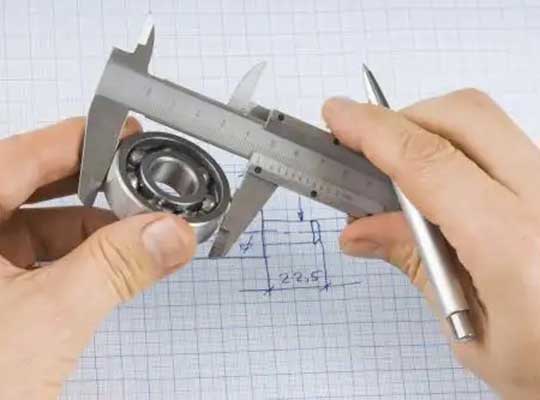
At this stage, we will conduct both visual and manual inspections simultaneously.
Our experienced and skilled engineers will inspect parts based on 3D drawings.
We understand that it is very important to inspect the parts during the machining process to avoid wasting time. If necessary, we can provide you with the first sample during mass production.

final inspection
The quality inspection department has 6 professionally trained engineers.
We can provide various inspection reports, including 3D scanning reports, cleanliness reports, 100% size reports PPAP、 Control plan, etc.