Di dunia fabrikasi logam, Pemotongan plasma menonjol sebagai puasa, penyelesaian kos efektif untuk mengiris melalui bahan konduktif tebal. Sama ada anda kedai kecil yang membuat kurungan keluli atau plat aluminium memotong kilang besar untuk pembinaan, memahami bagaimana pemotongan plasma berfungsi, kebaikan dan keburukannya, dan bila menggunakannya dapat menjimatkan masa dan wang anda. Pelanggan sering bertanya: "Bolehkah pemotongan plasma mengendalikan bahagian keluli tebal saya?" atau "Adakah ia akan meninggalkan tepi yang cukup lancar?" Panduan ini menjawab soalan -soalan tersebut dengan memecahkan asas -asas pemotongan plasma, Jenis Peralatan, keserasian bahan, dan aplikasi dunia nyata-dengan data dan contoh untuk membantu anda membuat keputusan pintar.
Apa itu pemotongan plasma? Bagaimana ia berfungsi dengan mudah
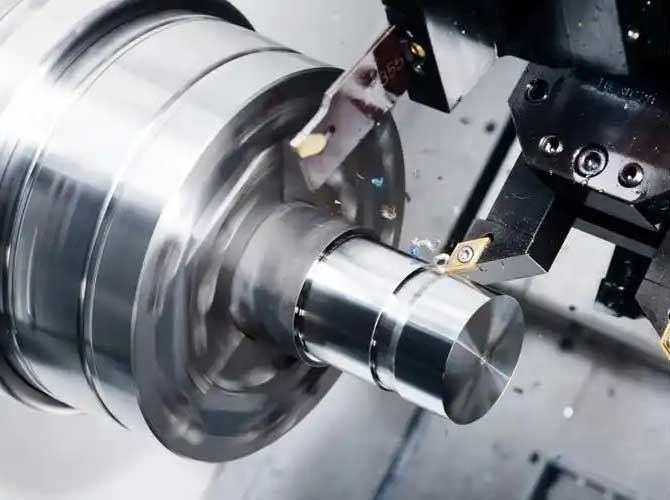
Pada terasnya, Pemotongan plasma adalah proses terkawal CNC yang menggunakan superheated, gas terionisasi (dipanggil plasma) untuk mencairkan dan memutuskan logam. Berikut adalah pecahan langkah demi langkah bagaimana ia berfungsi:
- Penukaran gas: Mesin mengambil udara termampat (atau gas lengai seperti nitrogen) dan menggunakan elektrik untuk memanaskannya ke suhu yang melampau - sehingga 30,000° C. (lebih panas daripada permukaan matahari!). Haba ini menjadikan molekul gas bergetar dengan ganas, menjadikan gas menjadi plasma (keadaan keempat perkara, melampaui pepejal, cecair, atau gas).
- Pecutan: Gas tekanan tinggi mendorong plasma melalui muncung pemotongan kecil pada kelajuan 500-1,000 m/s (lebih cepat daripada pesawat jet).
- Litar & Memotong: Plasma membentuk litar elektrik dengan bahan kerja logam. Apabila plasma memukul logam, arus elektrik mencairkan bahan, Dan aliran plasma berkelajuan tinggi meniup logam cair-meninggalkan pemotongan bersih.
Sebab utama ia hanya berfungsi pada logam konduktif
Pemotongan plasma bergantung pada litar elektrik antara plasma dan bahan kerja. Bahan bukan konduktif (seperti kaca, buih, atau batu) Tidak dapat melengkapkan litar ini -jadi plasma tidak dapat mencairkannya. Inilah sebabnya mengapa pemotongan plasma adalah ketat untuk logam seperti keluli, aluminium, dan tembaga.
Jenis pemotong plasma: Yang mana yang sesuai untuk anda?
Pemotong plasma dikelompokkan dengan cara mereka menjana arka awal ("percikan" yang memulakan plasma). Dua jenis utama mempunyai perbezaan besar dalam prestasi, kos, dan keserasian dengan sistem CNC. Mari kita bandingkan mereka:
| Jenis pemotong plasma | Kaedah penjanaan arka | Kelebihan utama | Kelemahan utama | Terbaik untuk |
| Sistem permulaan frekuensi tinggi | Muncung menyentuh bahan kerja untuk mencipta frekuensi tinggi (Rf) arka. Tiada bahagian yang bergerak digunakan. | – Reka bentuk mudah (lebih sedikit bahagian untuk pecah)- Kos pendahuluan yang lebih rendah- Mudah dijaga | – Menjana Sinaran RF (mengganggu perkakasan CNC, komputer, atau elektronik sensitif)- Tidak sesuai untuk sistem CNC automatik | Kecil, Kedai manual melakukan pemotongan sederhana (Mis., penggemar memotong lembaran keluli untuk projek seni) |
| Panduan Sistem Permulaan Arka | Muncung bergerak (Katod) bergerak ke arah elektrod tetap (anod) Untuk membuat "arka panduan" kecil pertama. Arka ini kemudian memindahkan ke bahan kerja untuk mula memotong. | – Tiada radiasi RF (Selamat untuk sistem CNC)- Lebih banyak arka yang konsisten (Kurangnya pemotongan gagal)- Berfungsi dengan mesin CNC automatik | – Reka bentuk yang lebih kompleks (mempunyai bahagian bergerak yang memerlukan penyelenggaraan)- Kos pendahuluan yang lebih tinggi | Kilang besar atau kedai CNC melakukan volum tinggi, pemotongan automatik (Mis., Rasuk keluli pembuatan untuk bangunan) |
Contoh dunia nyata
Kedai logam bersaiz sederhana di Texas menggunakan pemotong plasma frekuensi tinggi untuk 5 tahun. Apabila mereka menambah sistem CNC untuk mempercepat pengeluaran, Sinaran RF dari pemotong terus merosakkan perisian CNC yang menyebabkan kelewatan 2 jam sehari. Mereka beralih ke pemotong plasma arka panduan, Dan masalahnya berhenti. Sekarang mereka memotong 30% Lebih banyak bahagian sehari dengan kemalangan perisian sifar.
Bahan apa yang boleh dipotong plasma? (Dan apa yang tidak boleh)
Pemotongan plasma adalah tenaga kerja untuk logam konduktif, Tetapi ia mempunyai had yang jelas. Berikut adalah pecahan bahan yang serasi, ketebalan, dan toleransi -ditambah apa yang harus dielakkan.
Logam yang serasi: Ketebalan & Data toleransi
| Jenis Bahan | Ketebalan maksimum (Tipikal) | Toleransi tipikal | Aplikasi biasa |
| Keluli ringan | 200 mm | ± 0.2 mm | Rasuk pembinaan, bingkai kereta, kurungan keluli |
| Aluminium | 300 mm | ± 0.25 mm | Bahagian pesawat, Pihak Berpandu Aluminium, bahagian automotif |
| Tembaga | 150 mm | ± 0.3 mm | Komponen elektrik (Mis., bar bas tembaga), penukar haba |
| Keluli tahan karat | 180 mm | ± 0.2 mm | Peralatan pemprosesan makanan, alat perubatan, perabot luar |
| Tembaga | 120 mm | ± 0.25 mm | Bahagian logam hiasan (Mis., pagar tembaga), lekapan paip |
Bahan pemotongan plasma tidak dapat dipotong
- Bahan bukan konduktif: Kaca, buih, kertas, batu, kayu, plastik.
- Nipis, logam halus: Haba tinggi plasma boleh meledingkan logam lebih kurus daripada 1 mm (Mis., Kerajang aluminium nipis). Untuk logam nipis, Gunakan pemotongan laser sebaliknya.
Kajian kes: Memotong aluminium tebal untuk aeroangkasa
Pembekal aeroangkasa perlu dipotong 250 blok aluminium tebal mm untuk bahagian gear pendaratan kapal terbang. Mereka mencuba pemotongan laser terlebih dahulu, Tetapi laser tidak dapat menembusi aluminium tebal (laser maksimum pada ~ 50 mm untuk aluminium). Mereka beralih ke pemotong plasma dengan sistem arka panduan kuasa tinggi. Pemotong plasma dihiris melalui aluminium di 2 minit setiap blok - dengan toleransi ± 0.23 mm (baik dalam keperluan ± 0.3 mm industri aeroangkasa).
Pemotongan plasma vs. Kaedah pemotongan CNC lain: Kelebihan & Keburukan
Pemotongan plasma bukan satu -satunya pilihan pemotongan CNC -Waterjet dan pemotongan laser juga popular. Mengetahui bagaimana mereka membandingkan membantu anda memilih kaedah yang tepat untuk projek anda. Inilah kerosakan cepat:
| Kaedah pemotongan | Kelajuan (Keluli tebal: 50 mm) | Kos (per jam) | Kelancaran kelebihan | Terbaik untuk |
| Pemotongan plasma | Cepat (2-3 minit setiap meter) | Rendah (\(50- )80/jam) | Kasar (Memerlukan pengisaran/penggilap) | Logam tebal (50-200 mm) Di mana kelajuan dan kos lebih penting daripada tepi lancar |
| Pemotongan airjet | Lambat (5-8 minit setiap meter) | Tinggi (\(120- )180/jam) | Sangat lancar (pemprosesan pasca minimum) | Logam halus atau bukan logam (Mis., memotong kepingan aluminium tanpa melengkung) |
| Pemotongan laser | Cepat (1-2 minit setiap meter) | Medium (\(80- )120/jam) | Licin (sedikit pemprosesan) | Logam nipis (1-50 mm) Di mana perkara ketepatan dan kelebihan berkualiti |
Takeaway Utama
Pemotongan plasma adalah pilihan terbaik jika anda perlu memotong logam tebal dengan cepat dan murah. Sekiranya anda memerlukan tepi lancar (Mis., bahagian perubatan) atau bukan logam, Pilih pemotongan airjet atau laser.
Faedah & Batasan pemotongan plasma
Seperti mana -mana teknologi, Pemotongan plasma mempunyai kekuatan yang menjadikannya popular -dan kelemahan yang anda perlukan untuk merancang.
Faedah utama
- Pemotongan logam tebal yang cepat: Potongan plasma 200 mm keluli 2x lebih cepat daripada pemotongan airjet. Pemotongan kilang 100 Blok keluli setiap hari menjimatkan 4 jam waktu pengeluaran dengan plasma.
- Kos rendah: Pemotong plasma mempunyai kos pendahuluan yang lebih rendah daripada mesin air atau mesin laser (Sistem plasma CNC asas bermula pada \(15,000, vs. \)50,000 untuk laser). Kos operasi setiap jam juga lebih rendah (kurang elektrik dan tidak ada abrasives mahal seperti garnet watjet).
- Serba boleh untuk logam tebal: Tidak seperti laser (yang berjuang dengan aluminium tebal), Pemotongan plasma walaupun 300 mm aluminium dengan mudah.
Batasan utama
- Zon yang terjejas haba (Haz): Panas yang tinggi dari plasma mencipta haz 1-3 mm di sekitar potongan. Ini boleh membuat logam meledingkan atau melemahkan -terutamanya logam nipis. Contohnya, a 2 Mm keluli keluli dipotong dengan plasma mungkin meledingkan 0.5 mm, Memerlukan lurus.
- Tepi kasar: Potongan plasma meninggalkan "DROSS" (logam cair yang mengeras di tepi) dan permukaan kasar. Sebilangan besar bahagian memerlukan pemprosesan selepas: pengisaran untuk menghilangkan kotoran dan penggilap untuk kelancaran. Kurungan keluli pemotongan kedai menghabiskan 10 minit setiap bahagian dalam pemprosesan pasca 16 jam seminggu untuk 100 bahagian.
- Bukan untuk bukan logam: Seperti yang dinyatakan sebelum ini, Plasma tidak dapat memotong bahan yang tidak konduktif-Menghadapi penggunaannya ke logam sahaja.
Perspektif Teknologi Yigu mengenai Pemotongan Plasma
Di Yigu Technology, kita lihat Pemotongan plasma sebagai alat kritikal untuk fabrikasi logam yang bekerja dengan logam konduktif yang tebal. Kelajuan dan keberkesanan kos menjadikannya sesuai untuk projek volum tinggi seperti pembinaan atau bahagian automotif-di mana tepi ketat kurang penting daripada memenuhi tarikh akhir. Kami sering membantu pelanggan memilih antara plasma dan kaedah lain: contohnya, pembuatan pelanggan 200 Paip keluli mm beralih dari airjet ke plasma, mengurangkan kos per bahagian mereka dengan 40%. Kami juga mengesyorkan Panduan Sistem ARC untuk Integrasi CNC -mereka menghapuskan gangguan RF dan meningkatkan konsistensi. Walaupun plasma mempunyai batasan (seperti haz), Ia masih merupakan nilai terbaik untuk pemotongan logam tebal-dan kami membantu pelanggan merancang langkah-langkah pemprosesan pasca untuk menyelesaikan masalah kualiti kelebihan.
Soalan Lazim
- Bolehkah pemotongan plasma digunakan untuk logam nipis (Mis., 0.5 mm aluminium)?
No -Plasma's High Heat akan meledingkan atau mencairkan logam nipis (di bawah 1 mm). Untuk logam nipis, Gunakan pemotongan laser (yang mempunyai haz yang lebih kecil) atau pemotongan airjet (proses sejuk, tidak melengkung). Sebuah kedai cuba memotong 0.8 mm aluminium dengan plasma dan mempunyai 70% kadar penolakan akibat melengkung -switching ke laser pemotongan penolakan jatuh ke 2%.
- Bagaimana saya mengurangkan zon yang terjejas haba (Haz) Apabila pemotongan plasma?
Anda boleh meminimumkan haz oleh: 1) Menggunakan tetapan amperage yang lebih rendah (pemotongan yang lebih perlahan, tetapi kurang panas), 2) Meningkatkan kelajuan pemotongan (mengurangkan masa logam terdedah kepada panas), 3) Menggunakan muncung "potong halus" (memfokuskan aliran plasma ke kawasan yang lebih kecil). Pengilang bahagian perubatan keluli tahan karat menggunakan helah ini untuk mengurangkan haz dari 3 mm ke 1 Piawaian Keselamatan Industri MM.
- Adakah pemotongan plasma lebih murah daripada pemotongan laser untuk keluli tebal?
Ya - untuk keluli lebih tebal daripada 50 mm, Pemotongan plasma adalah 30-50% lebih murah sejam daripada pemotongan laser. Contohnya, memotong a 100 lembaran keluli tebal mm mengambil 2 minit dengan plasma (kos: ~ (2) vs. 5 minit dengan laser (kos: ~ )6). The Tradeoff adalah plasma yang meninggalkan tepi kasar -anda perlu bajet selama 5-10 minit pengisaran setiap bahagian.