Proses pemesinan prototaip CNC untuk bahagian yang kompleks adalah penukar permainan dalam pembuatan moden, menyelesaikan cabaran lama untuk mewujudkan rumit, Prototaip yang tepat yang kaedah tradisional berjuang untuk menyampaikan. Sama ada anda membangunkan komponen enjin aeroangkasa, perumahan peranti perubatan, atau bahagian penghantaran automotif, Proses ini memastikan prototaip anda sesuai dengan spesifikasi reka bentuk semasa menjimatkan masa dan mengurangkan sisa. Sebagai perancang kandungan SEO dan perolehan/jurutera produk, Saya akan memecahkan setiap langkah Proses pemesinan prototaip CNC untuk bahagian yang kompleks, dengan kes dan data sebenar untuk membantu anda mengelakkan perangkap dan mengoptimumkan hasil.
1. Pra-pemprosesan: Reka bentuk & Pengaturcaraan - Inti Prototaip Kompleks
Kejayaan Proses pemesinan prototaip CNC untuk bahagian yang kompleks bermula jauh sebelum mesin mesin dihidupkan. Reka bentuk dua langkah -Cad dan pengaturcaraan CAM -Lay asas untuk ketepatan.
1.1 Reka bentuk CAD: Perincian Setiap Ciri Kompleks
Pertama, gunakan CAD (Reka bentuk bantuan komputer) perisian (Solidworks, AutoCAD, atau gabungan 360) Untuk membuat model 3D bahagian kompleks anda. Untuk prototaip dengan lengkung, Cavities, atau struktur pelbagai lapisan, Tinggalkan tiada perincian untuk peluang:
- Tandakan dimensi kritikal (Mis., Toleransi 0.5mm untuk saluran dalaman implan perubatan).
- Tentukan hubungan geometri (Mis., Bagaimana kurungan melengkung menyambung ke plat pemasangan rata).
- Gunakan "alat pengesahan reka bentuk" untuk menangkap ciri -ciri bertindih seperti kelemahan yang akan menjadikan pemesinan mustahil.
Contoh dunia nyata: Permulaan aeroangkasa yang mereka bentuk prototaip bilah turbin yang digunakan CAD untuk memperbaiki ketidakcocokan 0.3mm tersembunyi dalam airfoil melengkung. Tanpa cek ini, Prototaip akan gagal ujian aliran udara, melambatkan projek oleh 3 minggu.
1.2 Pengaturcaraan CAM: Hidupkan reka bentuk menjadi kod mesin
Seterusnya, Cam (Pembuatan bantuan komputer) perisian Menukar model CAD anda menjadi G-Code (Mesin CNC bahasa memahami). Untuk bahagian yang kompleks, Cam melakukan tiga perkara kritikal:
- Mengoptimumkan Laluan Pemesinan Untuk mengelakkan perlanggaran alat (Mis., Mencegah gerudi daripada memukul dinding rongga).
- Memilih alat yang betul dan Parameter pemotongan (kelajuan, kadar suapan) untuk setiap ciri.
- Simulasi proses untuk melihat isu -seperti alat yang tidak dapat mencapai rongga yang mendalam.
| Langkah pengaturcaraan CAM | Tujuan | Kadar pengurangan ralat |
| Pengoptimuman Laluan | Elakkan perlanggaran, mengurangkan masa pemesinan | 65% |
| Tetapan parameter | Pastikan panjang umur alat, kualiti permukaan | 50% |
| Simulasi proses | Menangkap ketidakpadanan-mismatches reka bentuk | 70% |
Kenapa pentingnya: Jenama Perabot Membuat Prototaip Bingkai Kerusi Melengkung yang Digunakan CAM untuk mengoptimumkan laluan. Masa pemesinan ini dari 2 jam ke 1 jam 10 minit setiap prototaip 45 Jam lebih 100-prototaip.
2. Penyediaan: Bahan, Alat & Debugging mesin
Malah reka bentuk terbaik tidak akan berfungsi jika anda melangkau persiapan. Untuk Proses pemesinan prototaip CNC untuk bahagian yang kompleks, Fokus pada tiga bidang utama: pemilihan bahan, Pilihan Alat, dan debugging mesin.
2.1 Pemilihan bahan: Sesuai dengan fungsi sebahagian
Prototaip Kompleks Memerlukan Bahan yang Menyeimbangkan Kebolehkerjaan, kekuatan, dan kos. Berikut adalah pecahan pilihan teratas:
| Jenis Bahan | Sifat utama | Kegunaan bahagian kompleks yang ideal | Skor machinability (1-10) | Kos (USD/KG) |
| Aloi aluminium 6061 | Ringan, tahan kakisan | Lampiran Elektronik, kurungan | 9 | \(2.8 - \)4.5 |
| Keluli tahan karat 304 | Tahan lama, karat-bukti | Alat perubatan, Komponen Marin | 6 | \(3.8 - \)6.5 |
| Titanium aloi Ti-6al-4v | Kekuatan tinggi, tahan haba | Bahagian enjin aeroangkasa | 4 | \(35 - \)50 |
| Plastik abs | Kos rendah, senang dibentuk | Casing Produk Pengguna | 10 | \(2.5 - \)4.0 |
Kajian kes: Syarikat peranti perubatan memerlukan prototaip untuk pemegang alat pembedahan (kompleks dengan alur cengkaman dan leher melengkung). Mereka memilih Keluli tahan karat 304 untuk rintangan karatnya (kritikal untuk pensterilan) dan ketebalan 1.2mm untuk kekuatan. Prototaip lulus semua ujian ketahanan.
2.2 Pemilihan Alat: Pilih alat untuk ciri yang kompleks
Bahagian kompleks memerlukan alat khusus untuk mencapai bintik yang ketat dan memotong bentuk yang rumit:
- Kilang akhir: Untuk rongga dan permukaan melengkung (Mis., kilang akhir bola untuk tepi bulat prototaip).
- Latihan: Untuk lubang yang tepat (Gunakan gerudi mikro untuk lubang 0.5mm dalam prototaip sensor).
- Alat mengubah: Untuk ciri silinder (Mis., prototaip aci penghantaran dengan diameter yang berbeza -beza).
Untuk hujungnya: Gunakan alat bersalut (Titanium nitride, Timah) untuk bahan keras seperti keluli tahan karat. Kilang akhir bersalut timah bertahan 2x lebih lama daripada yang tidak bersalut, mengurangkan perubahan alat oleh 50%.
2.3 Debugging mesin: Memastikan prestasi puncak
Sebelum pemesinan, Debug mesin CNC anda untuk mengelakkan kesilapan yang mahal:
- Periksa penjajaran alat: Alat yang salah dapat membuat kesilapan 0.1mm -0.3mm di bahagian kompleks.
- Ujian Kestabilan Spindle: Gelendong goyah menyebabkan getaran, merosakkan permukaan melengkung.
- Sahkan pemasangan perlawanan: Lekapan longgar membiarkan bahagian beralih -menggunakan sepana tork untuk mengamankan mereka.
Kesalahan biasa: Pengilang melangkau pemeriksaan gelendong untuk prototaip gear. Getaran membawa kepada jarak gigi yang tidak sekata, dan 8 keluar dari 10 Prototaip gagal -membuat $600 dalam bahan yang sia -sia.
3. Pemesinan teras: Strategi, Parameter & Kawalan kualiti
Hati Proses pemesinan prototaip CNC untuk bahagian yang kompleks adalah pemotongan sebenar. Fokus pada Strategi Pemesinan, Tetapan parameter, dan pemeriksaan kualiti masa nyata.
3.1 Strategi Pemesinan: Kasar pertama, Selesai kemudian
Untuk bahagian yang kompleks, Sentiasa gunakan a Strategi Roughing-kemudian-Finishing:
- Roughing: Keluarkan bahan berlebihan dengan cepat (Gunakan kedalaman besar potong -1-3mm untuk aluminium) untuk menjimatkan masa. Tinggalkan 0.1-0.3mm "elaun pemesinan" untuk penamat.
- Penamat: Gunakan potongan kecil (0.05-0.1mm kedalaman) dan kadar makanan yang perlahan untuk memperbaiki permukaan. Contohnya, Bahagian aeroangkasa melengkung mungkin memerlukan potongan penamat 0.08mm untuk mencapai kelancaran permukaan 0.8μm RA.
Contoh: Pembekal automotif pemesinan prototaip lengan penggantungan kompleks yang digunakan untuk dikeluarkan 90% bahan dalam 45 minit, kemudian menamatkan untuk memperbaiki butiran 20 minit. Kelajuan dan ketepatan yang seimbang ini.
3.2 Parameter pemotongan: Menyesuaikan bahan & Ciri
Parameter seperti kelajuan pemotongan, kadar suapan, dan kedalaman potong memberi kesan langsung kepada kualiti dan kecekapan. Berikut adalah garis panduan untuk bahan biasa:
| Bahan | Kelajuan pemotongan (m/my) | Kadar suapan (mm/rev) | Kedalaman potong (mm) - Roughing | Kedalaman potong (mm) - penamat |
| Aluminium 6061 | 300 - 500 | 0.1 - 0.3 | 1.0 - 3.0 | 0.05 - 0.15 |
| Tahan karat 304 | 100 - 200 | 0.05 - 0.15 | 0.5 - 1.5 | 0.03 - 0.10 |
| Titanium Ti-6al-4v | 50 - 100 | 0.02 - 0.10 | 0.2 - 0.8 | 0.02 - 0.08 |
Kenapa ia berfungsi: Syarikat Robotik Memesona Prototaip Titanium menggunakan parameter ini. Kelajuan pemotongan ditetapkan ke 75 m/my, kadar suapan ke 0.06 mm/rev, dan menamatkan kedalaman hingga 0.05mm -meningkatkan dalam prototaip yang memenuhi semua kekuatan dan ketepatan spesifikasi.
3.3 Kawalan kualiti masa nyata
Jangan tunggu sehingga akhir memeriksa kualiti. Untuk bahagian yang kompleks:
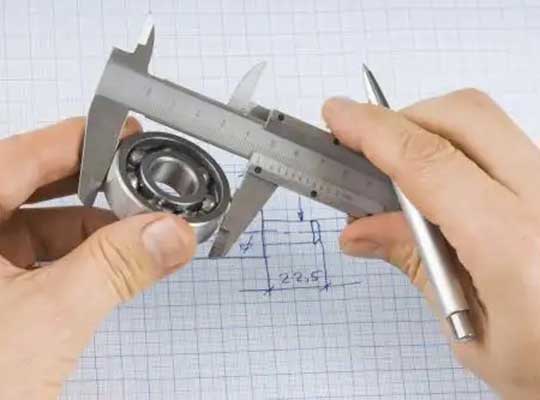
- Gunakan calipers untuk mengukur dimensi setiap 15 minit.
- Gunakan a Profilometer permukaan Untuk memeriksa kelancaran (kritikal untuk bahagian seperti anjing laut atau galas).
- Hentikan pemesinan jika kesilapan melebihi 0.05mm -Matlamat masalah sebelum membuang lebih banyak bahan.
4. Pasca pemprosesan & Kawalan ralat: Menggilap & Sempurna
Proses pemesinan prototaip CNC untuk bahagian yang kompleks tidak berakhir dengan pemotongan. Kawalan pasca pemprosesan dan ralat Pastikan prototaip anda siap untuk diuji.
4.1 Langkah-langkah pemprosesan
- Pembersihan: Lap penyejuk dan cip dengan isopropil alkohol untuk mengelakkan pencemaran.
- Deburring: Gunakan alat deburring untuk mengeluarkan tepi tajam (Kritikal untuk bahagian orang mengendalikan, seperti genggaman alat).
- Rawatan permukaan:
- Anodize prototaip aluminium untuk rintangan calar.
- Prototaip keluli serbuk-kot untuk perlindungan karat.
- Prototaip perubatan Poland untuk memenuhi piawaian biokompatibiliti.
4.2 Kawalan ralat: Betulkan masalah kecil sebelum mereka tumbuh
Bahagian kompleks terdedah kepada kesilapan kecil -di sini cara mengendalikannya:
- Kesalahan dimensi: Sekiranya lubang adalah 0.1mm terlalu kecil, Gunakan reamer untuk meluaskannya (Jangan menyusun semula seluruh bahagian).
- Ketidaksempurnaan permukaan: Pasir tempat kasar dengan kertas pasir 400 grit (untuk plastik atau aluminium).
- Warping: Untuk bahagian logam nipis, Gunakan tekan haba untuk meluruskannya (berfungsi untuk aluminium sehingga tebal 2mm).
Kisah Kejayaan: Jenama elektronik pengguna mempunyai prototaip kes telefon melengkung dengan melengkung 0.2mm. Mereka menggunakan akhbar haba pada 120 ° C 5 Minut.
5. Inovasi teknologi: Meningkatkan kecekapan untuk prototaip kompleks
Teknologi baru membuat Proses pemesinan prototaip CNC untuk bahagian yang kompleks lebih cepat dan lebih tepat:
- Pemesinan pelbagai paksi: 5-Mesin Axis CNC mencapai semua sudut bahagian yang kompleks dalam satu persediaan (mengurangkan kesilapan daripada reposisi).
- Pemesinan berkelajuan tinggi: Spindle berjalan di 20,000+ RPM memotong prototaip aluminium 30% lebih cepat.
- Pemesinan kering: Tiada penyejuk yang diperlukan untuk beberapa masa pembersihan plastik dan mengurangkan sisa.
Pandangan Teknologi Yigu mengenai Proses Pemesinan Prototaip CNC untuk Bahagian Kompleks
Di Yigu Technology, Kami telah menyempurnakan Proses pemesinan prototaip CNC untuk bahagian yang kompleks berakhir 12 tahun. Kami mengutamakan pengoptimuman CAD/CAM (masa pemotongan oleh 25%) dan gunakan mesin pelbagai paksi untuk bahagian yang rumit seperti komponen aeroangkasa. Pasukan kami memilih bahan berdasarkan keperluan klien -e.g., Titanium untuk prototaip kekuatan tinggi, Abs untuk ujian kos rendah-dan menawarkan pemeriksaan kualiti masa nyata untuk menangkap kesilapan awal. Kami juga berkongsi petua pasca pemprosesan, seperti teknik deburring untuk bahagian perubatan, untuk memastikan prototaip siap untuk diuji. Untuk kita, Proses ini bukan hanya mengenai pemesinan -ini mengenai membantu pelanggan menjadikan reka bentuk kompleks menjadi produk yang berdaya maju dengan cepat.
Soalan Lazim
Q1: Berapa lama proses pemesinan prototaip CNC untuk bahagian kompleks mengambil?
A: Ia bergantung pada saiz dan bahan. Prototaip aluminium kecil (Mis., perumahan sensor) mengambil masa 4-6 jam. Bahagian aeroangkasa titanium besar mengambil masa 12-24 jam. Perkara saiz batch juga -10 prototaip identik mengambil 2x lebih lama daripada 1, Bukan 10x.
S2: Apa kesilapan yang paling biasa dalam proses ini?
A: Melangkau simulasi cam. Ini membawa kepada perlanggaran alat atau parameter yang salah - kita telah melihat sisa pelanggan $1,000+ pada alat dan bahan yang rosak. Sentiasa mensimulasikan sebelum pemesinan.
Q3: Bolehkah saya menggunakan proses ini untuk pengeluaran volum rendah (50-100 bahagian)?
A: Ya! Pemesinan prototaip CNC adalah fleksibel -anda boleh skala dari 1 prototaip kepada 100+ bahagian tanpa retooling. Ini bagus untuk ujian pra-pelancaran dengan pengguna sebenar.