あなたが医療機器を開発している製品エンジニアであるか、調達スペシャリストの調達食品グレードのコンポーネントを調達するかどうか, ステンレス鋼のプロトタイプCNC加工 デザインのアイデアを有形に変えるための鍵です, 高品質の部品. このガイドは、プロセスのすべてのステップを分類します, 現実世界の例を共有します, 情報に基づいた決定を下すのに役立つデータを提供します。そのため、一般的な落とし穴を回避し、正確な基準を満たすプロトタイプを取得できます。.
1. デザイン & プログラミング: 正確なステンレス鋼のプロトタイプの基礎
カットが始まる前に, 堅実なデザインと最適化されたプログラミングは、成功するための基礎を築きます ステンレス鋼のプロトタイプのCNC加工.
初め, CADソフトウェアを使用します (SolidWorksやAutoCADのように) プロトタイプの3Dモデルを作成します. 例えば, 飲料機用のステンレス鋼バルブを開発するチームは、すべてのスレッドを詳述する必要があります, ポート, 食品グレードの基準との互換性を確保するための溝を密封します.
次, この3DモデルをCAMソフトウェアを使用して機械可読コードに変換します (融合など 360). ここでの重要なステップは、ステンレス鋼のユニークな特性のツールパスを最適化し、パラメーターを切断することです。. 例えば, 機械加工時 304 ステンレス鋼センサーハウジング, プログラマーは、ツールの過熱を防ぐために、飼料レートを100〜150 mm/minに調整する場合があります, に比べ 200+ アルミニウムのmm/min.
ヒントの場合: 常に設計ファイルを共有してください (例えば。, ステップまたはIGES形式) あなたのCNCパートナーと早期に - これにより、潜在的な機械加工の問題にフラグを立てることができます (タイトな内部角のように) 生産が始まる前に.
2. 材料 & ツール選択: ステンレス鋼のグレードをニーズに合わせます
適切なステンレス鋼のグレードと切削工具を選択すると、プロトタイプのパフォーマンスとコストに直接影響します. 以下は、一般的なグレードの内訳です, 彼らの用途, そして、実世界の例で推奨されるツール.
| ステンレス鋼グレード | キープロパティ | 典型的なプロトタイプアプリケーション | 推奨される切削工具 |
| 304 | 優れた腐食抵抗, 優れた形成性 | 食品加工部品 (例えば。, コンベアブラケット), キッチン機器のプロトタイプ | カーバイドエンドミル (2–12 mm直径) |
| 316 | より高い強度 304, 塩水/化学物質に対する耐性 | 医療機器コンポーネント (例えば。, 手術器具ハンドル), 海洋部品 | 高速スチール (HSS) ドリル + カーバイドインサート |
| 410 | 磁気, 機械加工しやすい, 中程度の腐食抵抗 | 工業用ファスナー, ポンプコンポーネント | 固体炭化物ツール (高精度のため) |
例: 外科的リトラクターのプロトタイプを開発する医療機器会社が選択する 316 その生体適合性と強度のためのステンレス鋼. その薄い機械, 湾曲したエッジ, 彼らはaを使用します 4 材料の変形を避けるためのMM炭化物エンドミル.
3. 設定 & 修正: 機械加工中にステンレス鋼を安定させます
ステンレス鋼は多くの金属よりも密度が高い, したがって、適切なセットアップは切断中の動きを防ぎます - 精度を維持するための重要な. それを正しく行う方法は次のとおりです:
- 素材を固定します: 剛性の備品を使用します (バイスクランプや真空テーブルのように) ステンレス鋼を空白に保持します. 大きなために 304 ステンレス鋼プレートのプロトタイプ (例えば。, 500×300 MMフードグレードトレイ), 真空テーブルは、反りを避けるために圧力を均等に分配します.
- マシンをゼロ: CNCマシンの座標系を調整して、プログラミングに一致させる. これにより、ツールが正確な場所から始まることが保証されます。 0.1 MMオフセットは、小さなプロトタイプを台無しにする可能性があります, aのように 316 ステンレス鋼センサーピン (直径: 2 mm).
よくある間違い: 厚いステンレス鋼のブランクに薄っぺらな備品を使用します (例えば。, 20 mm 410 ステンレス鋼) 振動を引き起こす可能性があります, 粗い表面仕上げにつながります (ra > 1.6 μm) 必要なRAの代わりに < 0.8 μm.
4. 荒れ & 仕上げ: 速度と精度のバランス
CNC加工ステンレス鋼のプロトタイプには、特定の目標とパラメーターがある2つの重要なフェーズがあります。.
荒れ: 余分な材料を速く削除します
Roughingの仕事は、時間を節約しながらプロトタイプの基本的なアウトラインを形作ることです. 例えば, 作るとき 316 ステンレス鋼ギアプロトタイプ (外径: 100 mm), 大径カーバイド工場 (12 mm) 削除します 80% 過剰な材料の15〜20分で.
ステンレス鋼を粗くするための重要なパラメーター:
- 切断速度: 100–200 m/i (のようなより硬いグレードの場合は低くなります 316)
- カットの深さ: 2パスあたり5 mm
- フィードレート: 150–300 mm/min
仕上げ: 正確なサイズを達成します & 滑らかな表面
仕上げは、デザイン仕様を満たすためにプロトタイプを改良します. aの 304 ステンレス鋼の蓋のプロトタイプ (で 50 MM直径の開口部とRA 0.4 μm表面仕上げ), a 3 MM Fine Carbide Millは浅いパスを作ります (0.1–0.5 mm深さ) より遅い飼料速度で (80–120 mm/min).
例: 消費財会社が必要でした 304 ステンレス鋼水ボトルキャップのプロトタイプ. 仕上げ速度を調整します 120 m/my, 彼らは過熱を避けました - 漏れ防止シールと光沢のあるものでの結果, スクラッチ耐性表面.
5. 検査 & 後処理: プロトタイプの品質を確保します
最高の機械加工にさえ、基準を満たすためにチェックとタッチアップが必要です.
検査手順
- 視覚チェック: バリを探してください, 傷, または変色 (過熱の兆候).
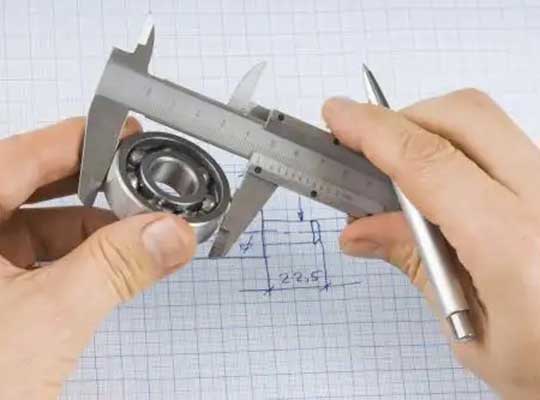
- 寸法テスト: キャリパーを使用します, マイクロメートル, またはCMM (測定機を調整します) サイズを確認します. aの 316 ステンレス鋼ボルトプロトタイプ (長さ: 50 mm, スレッドピッチ: 1.5 mm), CMMは±0.02 mm以内の精度を確認します.
- 表面テスト: 粗さを測定するには、プロファイロメーターを使用します (RA値). 食品グレードのプロトタイプには、多くの場合、RAが必要です < 0.8 細菌の蓄積を防ぐためのμm.
後処理オプション
- deburring: 回転ツールで鋭いエッジを取り外します (怪我を避けるために医療プロトタイプにとって重要です).
- 研磨: 審美部の場合、バフの表面0.2〜0.4μm (例えば。, 304 ステンレス鋼ジュエリープロトタイプ).
- コーティング: パッシベーションを適用します (のために 304/316) 腐食抵抗を高めるため - 海洋または化学産業の部品のためのideal.
ステンレス鋼のプロトタイプCNC加工に関するYiguテクノロジーの視点
Yiguテクノロジーで, サポートしています 500+ ステンレス鋼のプロトタイプを機械加工するクライアント - から 304 食品グレードのトレイ 316 医療機器部品. 最大の課題は、速度と精度のバランスをとることだと思います: 急いで粗くすると、ツールの摩耗が発生する可能性があります, 採点を過度に拡張すると、コストが引き上げられます. 私たちの解決策? 各グレードのパラメーターをカスタマイズします (例えば。, の供給率が遅い 316) 高品質の炭化物ツールを使用してリワークを削減する. クライアント向け, これは、最初の試行で仕様を満たすプロトタイプを意味します。.
よくある質問
- Q: ステンレス鋼のプロトタイプを機械加工するのにどれくらい時間がかかりますか?
a: サイズと複雑さに依存します. 小さい 304 ステンレス鋼ワッシャー (20 mm直径) 30〜60分かかります, 大きい間 316 ステンレス鋼ブラケット (300×200 mm) 4〜6時間かかる場合があります.
- Q: どのステンレス鋼のグレードがプロトタイプで最も安価です?
a: 304 通常、最も費用対効果が高いです, 広く利用可能で、機械加工が簡単であるためです 316. 410 また、手頃な価格ですが、耐食性が低いです。.
- Q: CNC加工は、複雑なステンレス鋼のプロトタイプを作成できます (例えば。, 内部チャネル)?
a: はい! 5軸CNCマシン付き, のような複雑な機能を作成できます 2 MM内部チャネル 316 ステンレス鋼 - 医療流体装置などのプロトタイプ用に批判的です. デザインが不可能な角度を避けることを確認してください (例えば。, <30°内部角) そのツールは到達できません.