製品開発のためにプラスチック部品の小さなバッチが必要な場合 - ロボットシェルであろうと, 医療機器コンポーネント, またはコンシューマーエレクトロニクスエンクロージャー - プラスチック真空レプリカプロトタイプモデルプロセス ゲームチェンジャーとして際立っています. 高価な従来の射出成形とは異なります, 時間のかかる型, このテクノロジーは、高品質の部品を迅速かつ手頃な価格で提供します. このガイドで, プロセスのすべてのステップを分類します, その重要な利点, 実世界のアプリケーション, そして、一般的な課題を解決する方法 - すべてのデータと例があり、情報に基づいた決定を下すのに役立ちます.
1. 段階的なプラスチック真空レプリカプロトタイプモデルプロセス
プロセスは明確になります, デザインを物理的な部分に変える線形ワークフロー. 各ステップは、精度と一貫性を確保するために重要です, したがって、あらゆるフェーズをスキップしたり急いだりすると、欠陥のあるプロトタイプにつながる可能性があります.
段階 1: マスタープロトタイプを作成します
初め, マスタープロトタイプが必要です。これはレプリカの「テンプレート」です. マスターの品質は最終部品に直接影響します.
- 一般的な製造方法: ほとんどのチームは使用します CNC加工 (剛性のため, ロボットギアのような正確な部品) または SLA (ステレオリスム造影) 3D印刷 (細かい詳細を備えた複雑な形状の場合, 医療機器ハウジングなど).
- 重要な要件: マスターは滑らかで欠陥がない必要があります. 例えば, スマートフォンサイズのロボットシェルのレプリカを作っている場合, マスターのエッジは均等にする必要があります。すべてのレプリカに衝突またはスクラッチが表示されます.
段階 2: シリコン型を作ります
次, マスタープロトタイプの周りにシリコン型を作成します. シリコンは柔軟性があるため理想的です, 化学的に安定しています, 小さな詳細をキャプチャします (テクスチャやロゴのように) 完璧です.
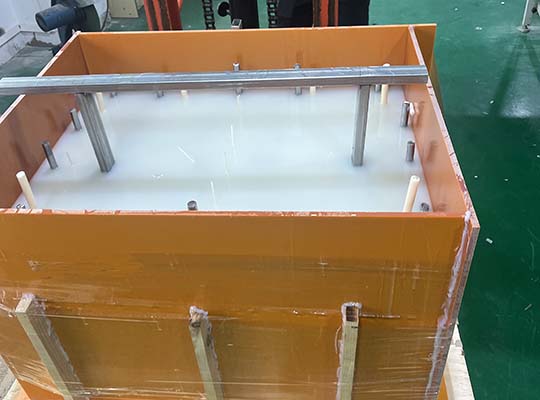
- プロセス: 真空チャンバーのマスターに液体シリコンを注ぐ - これにより、詳細を台無しにする可能性のある気泡が除去されます. シリコンの治療法をしましょう (通常、室温で4〜8時間, または熱で1〜2時間).
- カビのライフノート: 標準的なシリコン型を生成できます 15–20レプリカ それが劣化し始める前に. 特別なニーズのある部品用 (例えば。, 透明なプラスチックまたは複雑な内部構造), カビの寿命は10〜12のレプリカに低下します.
段階 3: 真空注射 & 硬化
最後のステップは、材料を型に注入し、それを硬化させてレプリカを形成することです.
- 材料の選択: 使用 ポリウレタン樹脂 (最も一般的な選択) さまざまなプラスチック特性を模倣できるからです, 弾性, 透明, または色付き.
- 注入プロセス: 気泡を避けるために、シリコン型を真空環境に置きます. ポリウレタン樹脂を注入します, 次に、制御された温度で硬化させます (通常、60〜80°C) 30〜60分間.
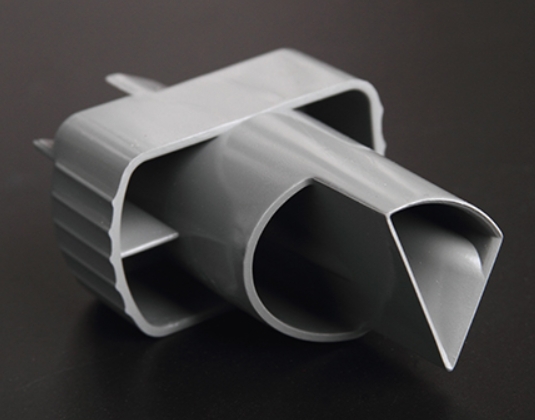
- 品質管理: 硬化後, 型から部品を削除します. 滑らかな表面と正確な寸法を確認してください。これにより、マスタープロトタイプと一致するようになります.
2. プラスチック真空レプリカプロセスの重要な利点
従来の製造よりもこの方法を選択する理由? 射出成形と比較しましょう (一般的な代替案) データでのユニークな利点を強調します.
比較: 真空レプリカvs. 従来の射出成形
| 要素 | プラスチック真空レプリカ | 従来の射出成形 |
| 金型コスト | 低い (\(500- )2,000 金型ごと) | 高い (\(10,000- )50,000+ 金型ごと) |
| 生産時間 | 速い (10–15日 50 部品) | 遅い (4–8週間の型 + 1 - 部品の2週間) |
| バッチサイズ | 小さなバッチに最適です (1–50部品) | 大きなバッチに最適です (1,000+ 部品) |
| 精度 | 高い (標準許容範囲: ±0.15mm/100mm; マックス: ±0.05mm) | 非常に高い (±0.02mm/100mm) しかし、プロトタイプには過剰です |
| 材料の柔軟性 | 広い (剛性/弾性/透明/色のポリウレタン) | 限定 (高温成形と互換性のある樹脂が必要です) |
製品チームの傑出した利点
- 低コスト, 速い配達: 新しいロボットのプラスチックグリッパーをテストするスタートアップ用, 真空レプリカコスト $800 のために 20 部品 (vs. $15,000 射出型の場合). また、待ち時間を削減します 2 数ヶ月 2 週.
- 高精度 & 現実的な表面: レプリカの表面仕上げは、噴射型部品とほぼ同じです. 家電会社はこのプロセスを使用してワイヤレススピーカーのプラスチックケースをテストしました。フォーカスグループは、最終製品とは別にレプリカを伝えることができませんでした.
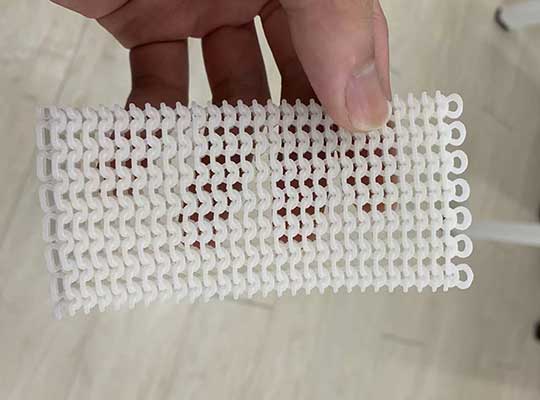
- 物質的な多様性: 柔軟な部分が必要です (ロボットのゴム製の足のように) または透明なもの (医療機器のビューウィンドウのように)? ポリウレタン樹脂は両方に合うことができます - 製造方法を切り替える必要はありません.
3. 実際のアプリケーションシナリオ & ケーススタディ
プラスチックの真空レプリカプロセスは、業界全体で機能します, 自動車から医療まで. 以下は、具体的な例を備えた3つの一般的なユースケースです.
使用事例 1: 機能テスト (大量生産の前)
大規模な製造に投資する前, チームはレプリカを使用して、部品が意図したとおりに機能するかどうかをテストします.
- ケーススタディ: 自動車会社が新しい電気自動車のダッシュボードコントロールパネルを開発していました. 彼らは作った 10 プラスチックパネルの真空レプリカ, インストールされた電子コンポーネント, ボタンと画面がどれだけうまく適合するかをテストしました. 彼らは画面とパネルの間に2mmのギャップを発見しました。デザインでこれを固定して節約しました $20,000 射出型で後で作り直します.
使用事例 2: 美的研究 (デザインの選択)
デザイナーは色付きまたはテクスチャーのレプリカを使用して、製品の最高の外観を選びます.
- ケーススタディ: 消費者ロボットブランドは、洗練された外観でロボットの真空を発売したいと考えていました. 彼らは作った 5 レプリカ: 2 マットカラー (黒, 白) そして 3 光沢のある色 (海軍, 銀, グレー). 彼らはそれらをテストしました 100 顧客 - 65%がマットホワイトバージョンを好みました. レプリカを使用して、作ることを避けさせます 5 異なる射出型 (節約 $30,000).
使用事例 3: 低容量生産 (小さなバッチ)
いくつかの部品が必要な場合 (例えば。, 限定版の製品または交換部品の場合), 真空レプリカは費用対効果が高いです.
- ケーススタディ: 医療機器メーカーが必要です 30 特殊な超音波プローブのプラスチックカバー (で使用されます 10 臨床試験のための病院). 射出成形には費用がかかります $12,000 金型の場合 - バクウムレプリカコスト $1,800 合計および配信された部品 12 日.
4. 技術的な課題 & 実用的なソリューション
他の製造プロセスと同様, プラスチックの真空レプリカには課題がありますが、適切な戦略で簡単に解決できます.
チャレンジ 1: 限られたシリコン型の寿命
- 問題: 前述のとおり, シリコン型は10〜20個のレプリカしか続きません. 複雑な詳細がある部品の場合 (例えば。, 小さな歯のあるロボットのギアハウジング), カビはさらに速く摩耗する可能性があります.
- 解決: 金型材料と硬化プロセスを最適化します. 高温耐性シリコンを使用します (標準のシリコンの代わりに) 寿命を延ばすために 30%. また, 70°Cでシリコンを治します (vs. 室温) - これにより、カビがより硬くなり、耐久性が高くなります. ロボット会社は、このトリックを使用して取得しました 26 1つの型からのレプリカ (から 20).
チャレンジ 2: 壁の厚さの制限
- 問題: レプリカの最小壁の厚さは0.5mmです. それよりも薄い部分を設計する場合, 硬化中にひび割れたりゆがんだりします. 最適な範囲は1.5mm〜2.5mmです.
- 解決: デザインを早期に調整します. 3Dモデリングソフトウェアを使用します (SolidWorksのように) マスタープロトタイプを作成する前に壁の厚さを確認します. 例えば, ドローン用の薄いプラスチックセンサーカバーを設計するチームは、初期の設計が厚さ0.3mmであることに気付きました。, そして、レプリカはテスト中に完全に持ちこたえました.
チャレンジ 3: 精度を維持します
- 問題: プロセスは正確ですが, 注入中の温度または圧力の変化は、寸法を捨てることができます (例えば。, 長さが100mmになるはずの部分は100.2mmになります).
- 解決: 制御プロセスパラメーターをしっかりと. 注入温度を一定の75°Cに保ちます (±2°C) 0.08mpaでの真空圧力. デジタルコントローラーを使用して、これらの値をリアルタイムで監視する. 医療機器メーカーがこれを行い、耐性エラーを±0.1mmから±0.07mmに減らしました。.
5. プラスチック真空レプリカテクノロジーの将来の傾向
このプロセスは、新しい業界のニーズを満たすために進化しています, 3つの重要なトレンドが先導しています:
- より良い材料: 企業は、より熱耐性のあるポリウレタン樹脂を開発しています (最大150°C, vs. 80°C今) 耐衝撃性. これにより、レプリカは、車のボンネットや産業用ロボットのように、高温環境で使用できます。.
- 自動生産: たとえば、自動マシンがプロセスに追加されています, シリコンを型に注ぎ、硬化したレプリカを除去するロボット. これにより、人件費が削減されます 40% そして、ヒューマンエラーを減らします (例えば。, 不均一なシリコンの注ぎ).
- 環境に優しいオプション: 環境に優しいポリウレタン樹脂 (植物ベースの材料から作られています) テストされています. これらの樹脂は放出します 50% 従来の化学物質よりも有害な化学物質が少ない - 持続可能性に焦点を当てた企業にとって素晴らしい.
プラスチック真空レプリカプロトタイプに関するYiguテクノロジーの視点
Yiguテクノロジーで, 私たちは見ます プラスチック真空レプリカプロトタイプモデルプロセス 製品チーム、特にロボティクスのチームにとっては必須アイテムとして, 医療機器, およびコンシューマーエレクトロニクス. それは大きな問題点を解決します: 金型に財産を費やすことなく、高品質の部品を速く取得する. 機能テストと低容量の生産にこのプロセスを使用するようクライアントにアドバイスします, 次に、バッチサイズがヒットしたときにのみ射出成形に切り替えます 1,000+. 私たちのチームは最近、スタートアップがロボットのプロトタイプコストを削減するのを手伝いました 60% 真空レプリカを使用して、部品を入手しました 10 の代わりに日 6 週. この速度と節約により、彼らはより速く反復し、競合他社よりも先に製品を発売することができます.
よくある質問
- プラスチックの真空レプリカのプロトタイプの費用はいくらですか?
コストは部品サイズと数量に依存します. 小さな部分 (例えば。, 5cm x 5cmロボットコンポーネント) レプリカごとに15〜30ドルの費用がかかります. のために 20 部品, 総コストは300〜600ドルです (金型コストを含む). これは、小さなバッチの射出成形よりも70〜80%安いです.
- プロセス全体がどのくらい時間がかかりますか?
マスタープロトタイプから完成したレプリカまで: 10–15日. それを壊します: マスタープロトタイプ (3–5日), シリコン型 (2–3日), 真空注射 & 硬化 (5–7日). 緊急プロジェクトのために, より高速な硬化シリコンを使用することで、最大7〜10日間スピードを出すことができます.
- プラスチックの真空レプリカを最終製品として使用できますか (プロトタイプだけではありません)?
はい - 低容量の最終製品用. 例えば, あなたが作っているなら 50 限定版ワイヤレスイヤフォンケース, レプリカは良い選択です. しかし、大きなバッチの場合 (1,000+), 射出成形はパーツあたり安価です (金型コストが高い場合でも). レプリカは、交換部品にも適しています (例えば。, 20 古い医療機器用のプラスチックカバー).