計装製造の分野で, 大量生産前の設計の実現可能性と機能の検証コストを削減し、リスクを回避するための鍵. The プラスチック機器のプロトタイプモデル ここで重要な役割を果たします。チームがデザインをテストできるようになります, パフォーマンスを検証します, 信頼できるデータを低コストで収集します, その後の大量生産のための強固な基盤を築きます. 適切なプラスチック材料を選択する調達エンジニアであるか、機器構造を最適化する製品エンジニアを選択するかどうか, このガイドは、高品質のプラスチック計器プロトタイプを作成するために必要なすべての重要な情報をカバーしています.
1. プラスチック材料が機器のプロトタイプに最適な理由
プラスチック材料は、優れた包括的な特性により、機器のプロトタイプの生産において際立っています. それらは処理可能性のバランスを取ります, パフォーマンス, および費用対効果, さまざまな種類の楽器の多様なニーズを満たすことができます (精密測定機器など, 産業制御器具).
以下は、機器のプロトタイプ用の一般的なプラスチック材料の詳細な内訳です, それらの重要なプロパティ, および実用的なアプリケーションシナリオ:
| 材料タイプ | キープロパティ | 機器のユースケースの例 | 温度抵抗範囲 | 処理の難しさ |
| 腹筋 | 良い透明性, 処理が簡単です, 中程度の耐衝撃性 | 精密測定機器のシェル, コントロールパネル | -20°C〜80°C | 低い |
| PC (ポリカーボネート) | 耐衝撃性が高い, 優れた高温耐性, 良好な寸法安定性 | 高温の計器ハウジング, センサー保護カバー | -40°C〜120°C | 適度 |
| PMMA (アクリル) | 高い透明性 (まで 92%), 天気の良い抵抗, 着色しやすい | 産業制御機器の窓を表示します, 光学機器コンポーネント | -30°C〜70°C | 低い |
| pu (ポリウレタン) | 良好な弾力性, 耐摩耗性, 小型バッチの金型生産に適しています | 機器インターフェイスのシーリング部分, ソフトタッチボタン | -50°C〜80°C | 適度 |
ケーススタディ: 使用される大手工業用品メーカー PCプラスチックプロトタイプ 高温プロセス制御機器のハウジングをテストする. プロトタイプは、連続110°C環境にさらされました (現場での労働条件のシミュレーション) のために 1,000 時間, そして、変形や亀裂はありませんでした. この初期のテストにより、設計の信頼性が確認されました, 会社を救う $150,000 大量生産されたハウジングの潜在的な再加工コスト.
2. プラスチック製の機器プロトタイプモデルを作成するための段階的なプロセス
高品質の作成 プラスチック機器のプロトタイプモデル 厳格で正確なワークフローに従う必要があります. 以下は、トップインストゥルメンテーションメーカーが採用した実績のあるプロセスです:
ステップ 1: 材料の選択 - 材料を楽器のニーズに合わせます
適切なプラスチック材料を選択することが最初の重要なステップです. 選択するとき, 次の要因に焦点を当てます:
- 楽器作業環境: 機器が高温ワークショップで使用されている場合, 良好な高温抵抗でPCに優先順位を付けます; 高い透明度を必要とするディスプレイ機器の場合, PMMAが最良の選択です.
- 機械的パフォーマンス要件: 外部の影響に耐える必要がある機器部品の場合 (楽器のシェルなど), 強い耐衝撃性のあるABSまたはPCが適しています; 柔軟な部品の場合 (シーリングリングなど), PUがより適切です.
- 利便性の処理: 複雑な構造を持つプロトタイプ用, 簡単に処理できる素材を選択してください (腹筋のように) 機械加工の困難を減らし、生産サイクルを短縮します.
ヒントの場合: 小規模な楽器のスタートアップは、高温の機器プロトタイプのハウジングのためにPCの代わりにPMMAを選択したことがあります. 90°Cでテストした場合, PMMAハウジングは変形しました, 3週間のプロジェクト遅延につながります. 常に、材料を楽器の実際の労働条件に一致させます!
ステップ 2: データ収集 - 正確なプロトタイプの基礎を築きます
このステップにより、プロトタイプが設計要件に完全に適合することが保証されます:
- 3D描画ファイルのインポート: 3D図面またはCADデザインファイルを提供するようにお客様にリクエストしてください (ステップやIGES形式など). これらのファイルは、プロトタイプ処理の中心的な基盤です. それらをプロのソフトウェアにインポートすると、後続のデータ分析が可能になります, パス計画, およびプログラミング. センサー機器メーカーは、かつて不完全なCADファイルを提供しました (穴の位置の寸法がありません), センサーをインストールできなかったプロトタイプになります。常に設計ファイルの整合性を再確認します.
- 石膏サンプルの生産: プロトタイプの形などの重要なパラメーターを確認するために、3D描画ファイルに基づいて石膏サンプルを作成します, 曲率, およびサイズ基準. このステップは、設計の「予備検査」に相当します. 石膏サンプルに逸脱がある場合, その後の金型の製造と機械加工のエラーを回避するために、調整をタイムリーに行うことができます. 精密メーターメーカーは、石膏サンプルを使用して、機器の操作パネルのアークを確認します, 内部コンポーネントに完全に適合するために、0.1mm以内のエラーのマージンを確保する.
ステップ 3: CNC加工 - 高精度の形成を達成します
CNC加工は、プロトタイプ生産のコアリンクです, プロトタイプの精度と表面の品質を確保します:
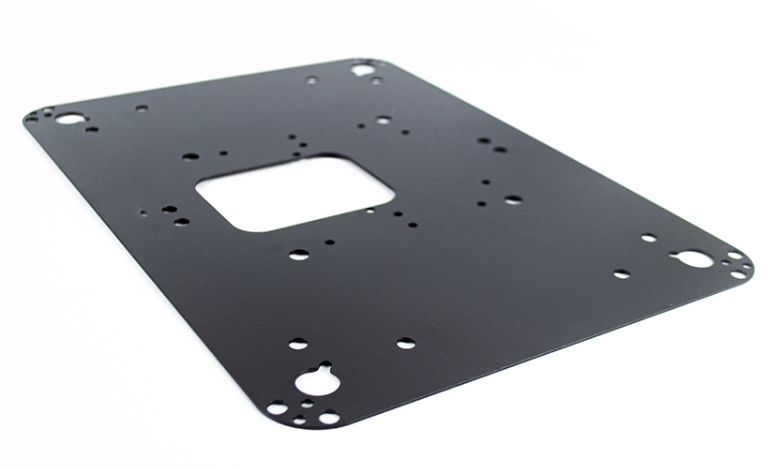
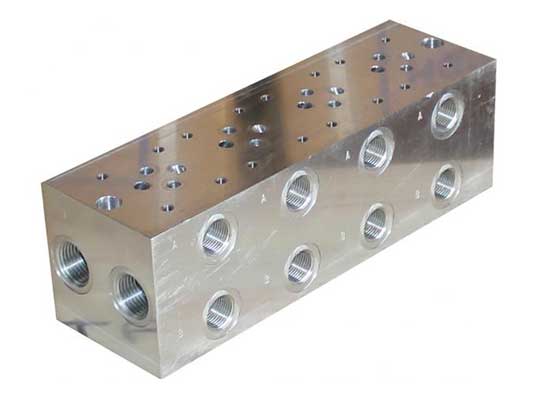
- プログラミング & 設定: 3D設計ファイルに基づいています, プロのソフトウェアを使用します (Mastercamなど) 機械加工プログラムをコンパイルし、パラメーターを設定します (切削速度や飼料レートなど). CNCマシンは、選択したプラスチック材料の彫刻と切断操作を実行します, プリセットパスに応じて余分な材料を削除し、製品形状を形成する部品を保持する. CNCの機械加工は、デザイン図の詳細を正確に復元できます, RA1.6μmの低い表面粗さ, 機器プロトタイプの精度要件を完全に満たしています. 例えば, 計器シェルの内部溝を処理するとき, CNC加工により、均一な溝の幅と滑らかな壁を確保できます, サイズの逸脱によって引き起こされるアセンブリの問題を回避します.
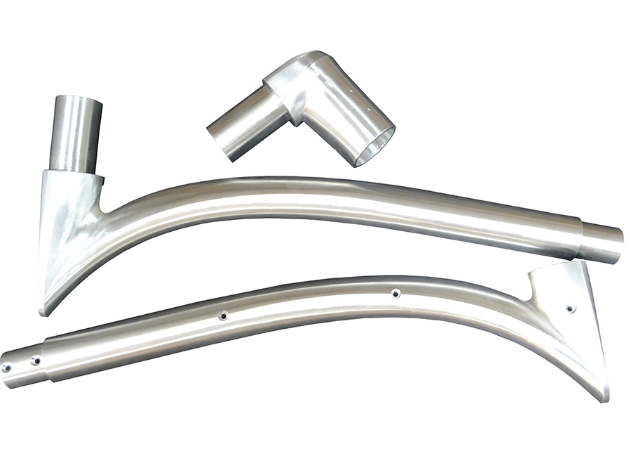
- マルチ軸機械加工技術: 複雑な構造を持つプラスチック機器プロトタイプ用 (湾曲したセンサーブラケットやマルチキャビティインストルメントハウジングなど), 多軸CNC加工技術を採用します. このテクノロジーは、複数のクランプを必要とせずに複雑な部品を一度に処理できます, これにより、機械加工精度が向上するだけではありません (エラーの削減 20% 従来の3軸の機械加工と比較) また、生産サイクルも短縮します. 5軸CNC加工を使用して湾曲した機器ベースのプロトタイプを作成したスマートインストルメントブランド, 生産時間の短縮 5 日 2 日.
ステップ 4: 治療後 - 美学と耐久性を高めます
治療後、プロトタイプの全体的なパフォーマンスと外観が改善され、機器の実際の使用ニーズを満たす:
- deburring: ナイフマークを磨くために400グリットのサンドペーパーや脱線ナイフなどのツールを使用してください, バリ, プラスチックのプロトタイプの表面にある鋭いエッジ. Burrsは、プロトタイプの外観に影響するだけでなく、アセンブリ中にオペレーターを傷つけたり、内部コンポーネントを損傷する場合があります。このステップを省略してはなりません。.
- 表面処理: 機器の使用シナリオと設計要件に応じてターゲット表面処理を実行する. 一般的な治療法には含まれます:
- 絵画: プロトタイプ表面に抗腐食または抗静止塗料をスプレーして、過酷な環境への適応性を向上させる (湿度の高いワークショップなど).
- シルクスクリーン印刷: ラベルを印刷します (ボタン機能やパラメーターインジケーターなど) 操作と使用を容易にするためのインストルメントパネルのプロトタイプで.
- 電気めっき: 金属層の電気めっき (クロムやニッケルなど) 耐摩耗性と導電率を高めるためのプロトタイプ表面上 (機器の接触部品に適しています). 産業用制御機器メーカーは、コントロールパネルのプラスチックプロトタイプに抗静止コーティングを追加します, これにより、計器回路に対する静電気の影響が減少します。 35%.
ステップ 5: 組み立て & テスト - プロトタイプ機能を確保します
このステップは、プロトタイプがデザインの機能要件とパフォーマンス要件を満たしているかどうかを検証します:
- テストアセンブリ: すべての処理されたプロトタイプパーツを組み立てます (プラスチック成分を含む, メタルアクセサリー, および電子コンポーネント) 部品間のサイズが合理的であるかどうかを確認するには, アセンブリプロセスがスムーズかどうか, ギャップやタイトフィットなどの問題があるかどうか. 例えば, 機器のシェルと内部回路基板を組み立てるとき, テストアセンブリは、固定穴が整列されているかどうか、および回路基板をスムーズに所定の位置に設置できるかどうかを確認できます.
- 機能テスト: 組み立てられたプラスチック計器プロトタイプで包括的な機能テストを実施する, 含む:
- 構造安定性: 外力を適用します (振動や衝撃など) 機器の輸送をシミュレートし、環境を使用します, プロトタイプが変形しているか緩んでいるかを確認します.
- 機械的特性: プロトタイプの圧縮強度や引張強度などのテストインジケーター (例えば, ABSプロトタイプには、一般に引張強度があります 30-40 MPA) 彼らが長期的な使用に耐えることができるようにするため.
- 環境適応性: さまざまな温度の環境にプロトタイプを配置します (高温など, 低温) パフォーマンスの安定性をテストするための湿度. 温度感覚機器のプロトタイプは、-30°Cから80°Cの環状試験を受けました, その測定誤差は許容範囲内にとどまりました, その優れた環境適応性を証明します.
ステップ 6: パッケージング & 配送 - プロトタイプを保護し、時間通りに配信します
適切なパッケージングとタイムリーな配信プロトタイプが顧客に良好な状態に到達し、プロジェクトスケジュールを満たすことを確認してください:
- 安全なパッケージ: 衝撃吸収材料を使用します (フォームやバブルフィルムなど) プロトタイプをパッケージ化するハードパッケージボックス, 輸送中の損傷の防止 (傷や衝突など). 楽器r&D Companyは、単純なパッケージのためにシェルがひび割れたプロトタイプを受け取りました, 設計検証の進行が遅れました。不必要な損失を回避するために高品質のパッケージに投資します.
- 納期: 顧客のプロジェクトの進捗と要件に基づいて、合理的な生産スケジュールを策定する, そして、各リンクの時間を確保するために各リンクの時間を厳密に制御します. 一般的に, プラスチック機器のプロトタイプの生産サイクルはです 2-3 週. 特別な状況がある場合 (材料不足や複雑な機械加工プロセスなど), スケジュールを調整するためにタイムリーに顧客と通信する.
3. プラスチック機器のプロトタイプモデルに関するYiguテクノロジーの視点
Yiguテクノロジーで, 提供しました プラスチック機器のプロトタイプモデル 以上の開発サービス 300 過去に計装のクライアント 8 年. 高品質のプロトタイプを作成するコアは、「精密なカスタマイズ」と「厳格な品質管理」にあると考えています。. 例えば, 高精度分析機器クライアント用のPC-ABSコンポジットマテリアルプロトタイプをカスタマイズしました。この材料は、PCの高温抵抗とABSの簡単な処理を組み合わせたものです。, パフォーマンスと機械加工効率の両方に関する楽器の要件を完全に満たす. 加えて, 3レベルの品質検査システムを確立しました (原材料検査, 加工プロセス検査, および最終的なプロトタイプテスト) 各プロトタイプが計装製造の精度基準を満たしていることを確認するために. 調達エンジニアと製品エンジニア向け, 計装業界で豊富な経験を持つサプライヤーを選択することは、プロトタイプの品質を改善するだけでなく、Rで時間とコストを節約することもできます&Dプロセス.
よくある質問
- Q: プラスチック製の機器プロトタイプモデルを作成するのにどれくらい時間がかかりますか?
a: 通常は必要です 2-3 週, プロトタイプの複雑さに応じて. 単純なプロトタイプ (楽器パネルなど) で完了することができます 2 週, 複雑なプロトタイプ (マルチパートインストルメントハウジングなど) 取るかもしれません 3 週, 困難や治療後のプロセスを加工するなどの要因を考慮します.
- Q: プラスチック製の機器プロトタイプは、楽器の小型バッチ制作に使用できますか?
a: はい, いくつかのプラスチック材料 (PUなど) シリコン型を使用した小型バッチ生産に適しています. 顧客が必要な場合 50-200 小さなバッチ楽器のセット, 最適化されたプロトタイプに基づいて直接生産できます, 大規模な生産金型を開設し、生産サイクルを短縮するための高コストを回避する.
- Q: プラスチック計器のプロトタイプにマテリアルパフォーマンステストレポートを提供していますか?
a: 絶対に. プロトタイプごとに, 詳細なパフォーマンステストレポートを提供します, 材料の温度抵抗などのパラメーターを含みます, 耐衝撃性, そして引張強度. このレポートは、顧客が機器の使用要件を満たしているかどうかを確認し、その後の大量生産材料の選択にデータサポートを提供するのに役立ちます.