When developing prototypes for consumer electronics, 自動車コンポーネント, or industrial tools, CNC machining ABS prototype modeling is a go-to solution for its balance of precision, スピード, および費用対効果. 腹筋 (アクリロニトリルブタジエンスチレン) plastic is popular for prototypes because it’s rigid, 機械加工しやすい, and mimics the feel of final production parts. This guide breaks down the entire CNC machining ABS prototype modeling process—from design to delivery—with real-world examples, データ, and tips to help engineers and procurement teams avoid common pitfalls.
1. Why Choose CNC Machining for ABS Prototype Modeling?
プロセスに飛び込む前に, it’s critical to understand why CNC machining ABS stands out for prototype work. ABS itself has properties that make it ideal for early-stage testing, and CNC machining amplifies these benefits:
Key Advantages of ABS for Prototypes
- 剛性 & 耐衝撃性: ABS can withstand drops (例えば。, 1m onto wood) without cracking—perfect for testing durable parts like phone cases or tool housings.
- 加工性: ABS cuts cleanly with minimal melting or chipping, reducing the need for extensive post-processing.
- 費用対効果: ABS costs 30–50% less per kg than materials like PC (ポリカーボネート) またはPMMA (アクリル), making it great for budget-conscious prototype runs.
How CNC Machining Enhances ABS Prototypes
| 利点 | CNC Machining for ABS | 3D印刷 (FDM) 腹筋のために |
| 精度 | ±0.005–0.01mm (ideal for tight fits) | ±0.1–0.3mm (prone to layer lines) |
| 表面仕上げ | スムーズ (Ra 0.4–1.6μm; no visible seams) | Rough (Ra 3.0–5.0μm; requires sanding) |
| リードタイム (10 部品) | 3–5日 | 5–7日 (プラス後処理) |
| 材料廃棄物 | 10–15% (recyclable chips) | 30–40% (supports/raft waste) |
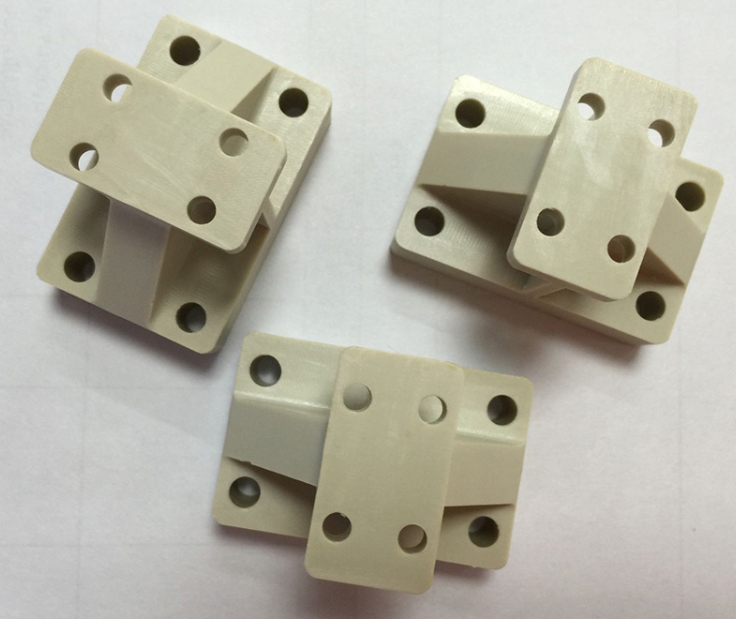
実世界の例: ABS Prototype for a Wireless Speaker
A consumer electronics startup needed to test a wireless speaker housing. They first tried 3D-printed ABS prototypes but found the surface was too rough (affecting sound quality) and the parts didn’t fit with the speaker’s internal components. に切り替えます CNC machining ABS solved both issues: the CNC prototypes had a smooth finish (出力0.8μm) that improved sound projection, and the precision (±0.008mm) ensured the housing aligned perfectly with the speaker driver. The team iterated on 3 versions of the CNC prototype in just 10 days—cutting their development time by 2 週.
2. Step-by-Step CNC Machining ABS Prototype Modeling Process
The CNC machining ABS prototype modeling process has 7 core stages, each requiring careful attention to detail. Follow this breakdown to ensure consistent, 高品質の結果:
2.1 デザイン & プログラミング: Set the Blueprint for Success
The first step determines how well the final prototype matches your vision.
2.1.1 Create a Detailed 3D Model
Use professional 3D modeling software (例えば。, SOLIDWORKS, Autodesk Inventor, または 融合 360) to design the ABS prototype. Key details to include:
- 公差: Specify clear tolerances (例えば。, ±0.01mm for mating parts like a lid and base).
- アンダーカット: Avoid deep undercuts (more than 5mm) if possible—they require complex machining setups and increase costs.
- 壁の厚さ: 腹筋のために, keep wall thickness between 1.5–3mm. Thinner walls (≤1mm) may crack during machining; thicker walls (>3mm) 反り原因になる可能性があります.
Tip for Engineers: Add draft angles (1–2°) to parts with vertical surfaces (例えば。, a battery compartment). This makes it easier to remove the prototype from clamping tools and reduces stress on the ABS.
2.1.2 Generate G-Code
Import the 3D model into CAM software (例えば。, Mastercam, 融合 360 カム, または ギブスカム) to create G-code—the instructions the CNC machine uses to cut the ABS. 腹筋のために, optimize the G-code by:
- Setting a spindle speed of 3,000–5,000 RPM (prevents melting; ABS has a melting point of 105–115°C).
- Using a feed rate of 100–200 mm/min (balances speed and precision).
Case Note: A manufacturer once used a generic G-code program for an ABS prototype (a remote control housing). The spindle speed was too high (7,000 RPM), causing the ABS to melt and clog the cutting tool. Re-programming with a 4,000 RPM speed fixed the issue—but wasted 2 days and $300 in ABS material.
2.2 機械 & 材料の準備: Get Ready to Cut
Proper preparation prevents costly mistakes during machining.
2.2.1 適切なCNCマシンを選択してください
Select a CNC machine based on the prototype’s complexity:
- 3-軸CNC: 単純な部品に最適です (例えば。, flat phone cases) with no undercuts. It’s the most affordable and fastest option for basic designs.
- 4-軸CNC: Ideal for parts with rotational features (例えば。, a knob with grooves). It adds a rotational axis, reducing the need for multiple setups.
- 5-軸CNC: 複雑な部品の場合 (例えば。, a curved drone component) with angled holes or undercuts. It cuts the part from all sides in one setup, improving accuracy.
2.2.2 Prepare the ABS Material
- Select the Right ABS Grade: 使用 general-purpose ABS (例えば。, 腹筋 757) for most prototypes. For flame-retardant needs (例えば。, 自動車部品), choose ABS FR (炎のリターン剤) grades like ABS 94V0.
- Cut the ABS to Size: Trim the raw ABS sheet/plate to a size slightly larger than the prototype (add 5–10mm on all sides). This gives the machine enough material to clamp securely.
- Secure the Material: Use a vacuum chuck (for flat parts) or mechanical vises (for thicker parts) to hold the ABS in place. Ensure the material is level—even a 0.1mm tilt can lead to inaccurate cuts.
2.3 大まかな機械加工: Remove Excess Material Quickly
Rough machining is about speed—removing most of the extra ABS to get close to the final shape.
- ツール選択: Use a large-diameter end mill (6–12mm) made of high-speed steel (HSS) or carbide. Carbide tools last longer but cost more (good for high-volume prototype runs).
- パラメーター: Set a feed rate of 150–200 mm/min and a depth of cut of 2–3mm per pass. This reduces machining time without overheating the ABS.
データポイント: A 3-axis CNC machine can rough-machine a 10cm x 10cm x 5cm ABS prototype in 15–20 minutes—3x faster than a 3D printer’s initial layer setup.
2.4 Finishing Machining: 精度を改善します
Finishing machining ensures the prototype meets all design specs for size and surface quality.
- ツール選択: Switch to a small-diameter end mill (2–6mm) 細かいカット用. For intricate details (例えば。, 小さな穴), use a drill bit with a 118° point angle.
- パラメーター: Lower the feed rate to 80–120 mm/min and reduce the depth of cut to 0.1–0.5mm per pass. This improves precision and creates a smoother surface.
例: A team machining an ABS prototype for a smartwatch bezel used a 3mm carbide end mill for finishing. The result was a bezel with a diameter tolerance of ±0.005mm—perfect for fitting with the watch’s glass screen.
2.5 治療後: 研磨 & プロトタイプを完璧にします
ABS prototypes often need light post-processing to enhance their appearance and functionality.
- クリーニング: Use compressed air to blow away ABS chips, then wipe the part with isopropyl alcohol (70%) to remove cutting fluids. Avoid acetone—it dissolves ABS.
- deburring: Use 240–400 grit sandpaper to smooth rough edges (例えば。, around holes or seams). For visible parts, follow with 600–800 grit sandpaper for a matte finish.
- Optional Treatments:
- 絵画: Use ABS-specific spray paint (例えば。, Krylon Fusion) カラーマッチング用. Apply 2–3 thin coats to avoid drips.
- 印刷: Add logos or labels with silk-screen printing (durable for prototypes) or pad printing (good for curved surfaces).
Tip for Procurement: If post-treatment is needed, ask your CNC supplier for a quote that includes these steps—outsourcing can add 1–2 days to lead time but ensures consistent quality.
2.6 品質検査: Verify Accuracy & 耐久性
Never skip inspection—poorly made prototypes can lead to bad design decisions.
- 寸法チェック: 座標測定機を使用します (CMM) 重要な寸法を確認します (例えば。, 穴の直径, part length). 小さな部分の場合, use a digital caliper (accuracy ±0.01mm).
- 目視検査: Check for defects like cracks, 傷, or melting. Hold the prototype under bright light to spot subtle issues (例えば。, 不均一な表面).
- 機能テスト: Test the prototype in real-world conditions:
- Impact Test: Drop the ABS prototype from 1m onto a concrete floor (most ABS parts will survive without damage).
- フィットテスト: Assemble the prototype with other components (例えば。, バッテリー, circuit board) to ensure it fits correctly.
2.7 配達: Protect & Transport the Prototype
ABS prototypes are durable but can scratch easily. Follow these steps for safe delivery:
- Wrap the prototype in anti-static bubble wrap (prevents dust buildup).
- Place it in a rigid cardboard box with foam inserts (avoids movement during shipping).
- Label the box “Fragile—ABS Prototype” to alert carriers.
Procurement Tip: Choose a shipping provider with tracking (例えば。, DHL, FedEx) for prototypes needed for tight deadlines. Most suppliers offer 2–3 day delivery for domestic orders.
3. Yigu Technology’s Perspective on CNC Machining ABS Prototype Modeling
Yiguテクノロジーで, we’ve streamlined the CNC machining ABS prototype modeling process のために 600+ clients across electronics, 自動車, and industrial sectors. We believe ABS is a “workhorse” material for prototypes—its machinability lets us deliver parts in 3–5 days, while its durability ensures clients get reliable test results. Our team optimizes every step: we use 5-axis CNC machines for complex ABS parts (reducing rework by 35%) and offer in-house post-treatment (サンディング, 絵画) to save clients time. 調達チーム向け, we provide transparent quotes (no hidden fees for material waste) and material certificates (例えば。, RoHS compliance for electronics). 最終的に, our goal is to make ABS prototype machining simple, 速い, and cost-effective—helping clients turn designs into testable parts faster.
4. よくある質問
Q1: How much does CNC machining an ABS prototype cost?
コストはサイズと複雑さに依存します. 小さい, simple part (例えば。, a 5cm x 5cm x 2cm phone case) 費用 \(30- )60. A large, 複雑な部分 (例えば。, a 20cm x 15cm x 10cm automotive bracket) 費用 \(150- )300. Volume discounts apply for 10+ 部品 (typically 10–15% off).
Q2: Can CNC-machined ABS prototypes be used for low-volume production?
Yes—CNC machining is ideal for low-volume runs (1–100部品). 例えば, a startup made 50 CNC-machined ABS prototypes of a smart thermostat for beta testing. It was cheaper than creating an injection mold (費用 $5,000+) and faster than 3D printing (50 parts took 7 日と日. 14 days for FDM).
Q3: How long does the entire CNC machining ABS prototype modeling process take?
For a single prototype, the process takes 3–7 days: 1–2 days for design/programming, 1–2 days for machining, 1 day for post-treatment, and 1–2 days for inspection/delivery. 複雑な部品 (例えば。, 5-axis machining) may take 7–10 days. 急いで注文します (2–3日) are available for an extra 50–100% fee.