Prototype injection molding is a specialized manufacturing process that converts 3D-printed prototypes into small-batch injection-molded parts (tipicamente 10-500 unità) per verificare la fattibilità del progetto, prestazione materiale, e flussi di lavoro di produzione di massa. A differenza del tradizionale stampaggio ad iniezione (focalizzato sulla produzione ad alto volume), dà priorità alla flessibilità, efficienza dei costi, e una rapida iterazione, rendendolo fondamentale per settori come quello dei beni di consumo, automobilistico, ed elettronica. Questo articolo analizza il flusso di lavoro principale, scelte di materiali/strumenti, troubleshooting tips, and real-world applications to help teams bridge the gap between prototypes and mass production.
1. What Are the Core Objectives of Prototype Injection Molding?
Every step in the process serves specific goals that directly reduce risks in mass production.
| Objective | Descrizione | Esempio del mondo reale |
| Convalida del progetto | Confirm if the prototype’s structure (per esempio., pareti sottili, sottosquadri) is compatible with injection molding and if parts assemble without interference. | Testing if a 3D-printed horse-shaped ornament prototipo (with a 1.5mm thin wall and 2° draft angle) can be injected without warping or incomplete filling. |
| Material Performance Testing | Verify if the chosen injection molding material (per esempio., ABS, computer) matches the prototype’s intended function (forza, flessibilità, aspetto). | Checking if ABS plastic (used for the horse ornament) retains its impact resistance (no cracking when dropped from 1m) after injection molding. |
| Process Parameter Optimization | Identify optimal injection molding settings (temperatura, pressione, tempo) to avoid defects (flash, restringimento) in mass production. | Adjusting the horse ornament’s injection pressure from 80MPa to 100MPa to eliminate “lack of material” in the ornament’s legs. |
| Costo & Stima del tempo di ciclo | Raccogli dati (mold costs, part production time) per prevedere i budget e le tempistiche della produzione di massa. | Using prototype data to estimate that mass-producing 10,000 horse ornaments will cost \(2/unità (contro. \)15/unità per prototipi). |
2. What Is the Step-by-Step Prototype Injection Molding Workflow?
Il processo segue un percorso lineare, repeatable sequence—each stage builds on the previous one to ensure quality and consistency.
2.1 Fare un passo 1: Preparazione preliminare (Gettare le fondamenta)
This stage defines requirements and optimizes the prototype to avoid injection molding defects.
2.1.1 Prototype Optimization for Injection Molding
3D-printed prototypes often need design tweaks to fit injection molding constraints:
| Ottimizzazione | Reason | Specification Example |
| Add Draft Angles | Prevents parts from sticking to the mold during demolding. | 1°–3° draft angle on all vertical surfaces (per esempio., the horse ornament’s body sides). |
| Adjust Wall Thickness | Avoids uneven cooling (causing shrinkage) o riempimento incompleto. | Spessore minimo della parete: 1mm (ABS/PC); maximum variation: ≤50% (per esempio., 1.5mm wall → no sudden jumps to 3mm). |
| Optimize Parting Surfaces | Ensures clean mold separation without damaging part appearance or strength. | Place parting surfaces along non-visible edges (per esempio., the horse ornament’s belly, not its face). |
| Design Gate Positions | Reduces weld marks (punti deboli) and ensures uniform melt flow. | Use side gates for large parts (horse ornament’s base) or point gates for small, detailed features (horse’s ears). |
2.1.2 Material Selection Guide
Choose materials based on the prototype’s function, aspetto, and compatibility with injection molding:
| Materiale | Proprietà chiave | Applicazioni ideali |
| ABS | Alta resistenza, good toughness, facile da colorare. | Parti strutturali (horse ornament bodies, electronic device shells). |
| computer (Policarbonato) | Trasparente, resistente agli urti, resistente al calore (fino a 120°C). | Parti di precisione (clear light covers, componenti automobilistici). |
| PA (Nylon) | Resistente all'abrasione, resistente agli agenti chimici, flessibile. | Parti funzionali (ingranaggi, cerniere, toy joints). |
| PMMA (Acrilico) | High transparency (92% trasmissione della luce), finitura lucida. | Parti decorative (clear ornament details, vetrine). |
Critical Note: Ensure the material’s shrinkage rate matches the 3D-printed prototype (per esempio., ABS has a 0.5%–0.8% shrinkage rate—reserve this in mold design to avoid dimensional 偏差).
2.1.3 Progettazione di stampi & Selezione
Molds for prototype injection molding prioritize cost and speed over high-volume durability:
| Mold Type | Ideale per | Fascia di costo | Tempi di consegna |
| Soft Molds (Silicone/Aluminum) | Piccoli lotti (10–100 unità), forme complesse (sottosquadri). | \(1,000–)5,000 | 3–7 giorni |
| Semi-Hard Molds (P20 Steel) | Lotti medi (100–500 unità), alta precisione (±0,05 mm). | \(5,000–)15,000 | 7–14 giorni |
| Hard Molds (H13 Steel) | Large prototype batches (500+ unità) or pre-mass production tests. | \(15,000–)50,000 | 14–21 giorni |
Mold Key Features:
- Sistema di raffreddamento: Add water channels to reduce cycle time (per esempio., 15-second cooling for the horse ornament vs. 30 seconds without cooling).
- Meccanismo di espulsione: Use ejector pins (per parti semplici) or push plates (for complex shapes like the horse’s curved body) to ensure smooth demolding.
2.2 Fare un passo 2: Mold Processing & Tryout Preparation
Turn the mold design into a physical tool and prepare for injection testing.
2.2.1 Mold Manufacturing Methods
Choose a processing method based on mold material, complessità, ed esigenze di precisione:
| Method | Ideale per | Precisione | Esempio |
| Lavorazione CNC | Aluminum/steel molds with simple-to-medium complexity (per esempio., horse ornament bodies). | ±0,01 mm | Cutting a P20 steel mold for the horse ornament using a 5-axis CNC machine. |
| Lavorazione ad elettroerosione (Elettroerosione) | Molds with complex surfaces or hard materials (per esempio., Acciaio H13). | ±0,005 mm | Creating the horse ornament’s detailed facial features (eyes, mane) in a carbide mold. |
| 3D-Printed Molds | Low-batch, parti complesse (per esempio., horse ornaments with internal cavities). | ±0,1 mm | 3D printing a silicone mold for 10–20 horse ornament prototypes (veloce, basso costo). |
2.2.2 Tryout Preparation
- Mold Assembly: Secure mold components (cavità, nucleo, cooling system) and check for alignment (no gaps between parting surfaces).
- Configurazione della macchina: Install the mold on an injection molding machine (5–50 tons, suitable for small batches); calibrate clamping force (10%–20% higher than injection pressure to prevent flash).
- Preriscaldamento: Heat the mold to the material’s recommended temperature (per esempio., ABS: 60°C–80°C; computer: 80°C–100°C) to reduce shrinkage.
2.3 Fare un passo 3: Stampaggio ad iniezione (Core Production Stage)
Optimize parameters and execute injection to produce defect-free parts.
2.3.1 Critical Parameter Settings
Parameter values vary by material—use the table below as a starting point and adjust based on trial results:
| Parametro | ABS (Horse Ornament Example) | computer (Precision Parts) | PA (Parti funzionali) |
| Temperatura della canna | 200°C–240°C (zona di alimentazione: 200°C; ugello: 240°C) | 260°C–300°C | 230°C–270°C |
| Temperatura dello stampo | 60°C–80°C | 80°C–100°C | 40°C–60°C |
| Pressione di iniezione | 80–120MPa | 100–150MPa | 70–110MPa |
| Holding Pressure | 50%–80% della pressione di iniezione (per esempio., 60MPa for 100MPa injection) | 60%–90% della pressione di iniezione | 40%–70% della pressione di iniezione |
| Tempo di iniezione | 2–5 seconds (depends on part size: 3 seconds for a 50g horse ornament) | 3–8 seconds | 2–6 seconds |
| Tempo di raffreddamento | 10–20 secondi (15 seconds for the horse ornament) | 15–30 secondi | 8–15 secondi |
2.3.2 Mold Testing & Risoluzione dei problemi
Start with low-speed, low-pressure trials to identify and fix defects:
| Common Defect | Root Cause | Soluzione |
| Lack of Material | Insufficient injection volume/pressure; narrow gates. | Increase injection pressure by 10%–20%; widen gates from 1mm to 1.5mm. |
| Flash (Excess Plastic) | Mold parting surface not tight; clamping force too low. | Pulire le superfici dello stampo; increase clamping force by 10%–15%. |
| Shrinkage/Bubbles | Inadequate holding time; mold temperature too low. | Extend holding time by 2–3 seconds; raise mold temperature by 10°C–20°C. |
| Weld Marks | Multiple melt flows merging; gate position poorly placed. | Add a secondary gate; increase barrel temperature by 10°C–15% to improve melt flow. |
2.3.3 Produzione in piccoli lotti
Once parameters are stable (no defects in 5–10 consecutive parts), start small-batch production:
- For multi-cavity molds (per esempio., 2 cavities for horse ornaments), ensure uniform filling across all cavities.
- Record production time per part (per esempio., 30 seconds/unit for the horse ornament) to estimate mass production cycle times.
2.4 Fare un passo 4: Post-elaborazione & Ispezione di qualità
Refine parts to meet design standards and validate performance.
2.4.1 Passaggi di post-elaborazione
| Fare un passo | Scopo | Esempio (Horse Ornament) |
| Gate Trimming | Remove excess plastic from gate positions; sand edges to avoid sharpness. | Cut off the gate (on the horse’s base) with a utility knife; sand with 400-grit sandpaper. |
| Pulizia | Remove oil, detriti, or mold release agent. | Wipe parts with isopropyl alcohol; use ultrasonic cleaning (40°C, 10 minuti) for detailed features (horse’s mane). |
| Secondary Processing | Enhance appearance or functionality. | – Spruzzatura: Apply matte black paint to the horse’s body.- Incisione laser: Add a brand logo to the horse’s base.- Assemblea: Attach movable legs (injected separately) with metal pins. |
2.4.2 Quality Inspection Checklist
| Inspection Type | Method | Acceptance Standard |
| Precisione dimensionale | Use digital calipers/3D scanners to measure key dimensions. | Deviation ≤±0.1mm (per esempio., horse ornament height: 100mm±0,1 mm). |
| Aspetto | Ispezione visiva (naked eye + 10x magnifying glass). | No defects: flash, graffi, discoloration, or bubbles. |
| Prestazioni meccaniche | Impact test (drop from 1m); tensile test (per forza). | ABS parts: No cracking after impact; tensile strength ≥40MPa. |
| Assembly Fit | Test if parts assemble with other components (per esempio., movable legs). | Legs snap into body without forcing; rotate 360° smoothly. |
3. Quali sono le precauzioni chiave per evitare guasti?
3.1 Materiale & Mold Compatibility
- Match Material to Mold: Soft molds (silicone/aluminum) work best with low-temperature materials (ABS, PA); hard molds (Acciaio H13) are required for high-temperature materials (computer, PPS). Using PC with a silicone mold will melt the mold.
- Account for Shrinkage: Add shrinkage allowances to the mold design (per esempio., 0.5% for ABS—design the horse ornament mold at 100.5mm to get a 100mm final part).
3.2 Controllo dei costi
- Choose the Right Mold: For batches ≤100 units, use soft molds (\(1,000–)5,000) to save 70% contro. hard molds. For batches ≥500 units, hard molds become cost-effective (costo unitario inferiore).
- Minimize Iterations: Test 3D-printed prototypes thoroughly (per esempio., check wall thickness, draft angles) before mold making—each mold rework costs \(500–)2,000 and adds 3–5 days to lead time.
3.3 Gestione della sequenza temporale
- Plan for Trials: Allocate 2–3 days for mold testing and troubleshooting (even with well-optimized prototypes).
- Coordinate with Suppliers: Share prototype designs with mold makers 1–2 weeks in advance to avoid delays in mold processing.
4. What Is a Real-World Example: Horse-Shaped Ornament Prototype Injection Molding?
Let’s apply the workflow to a common consumer product: a 100mm-tall horse-shaped ornament.
- Preparazione preliminare:
- Prototype Optimization: Add 2° draft angles to the horse’s body; adjust wall thickness from 1mm to 1.5mm (ABS-compatible).
- Selezione dei materiali: Choose ABS (resistente agli urti, facile da dipingere).
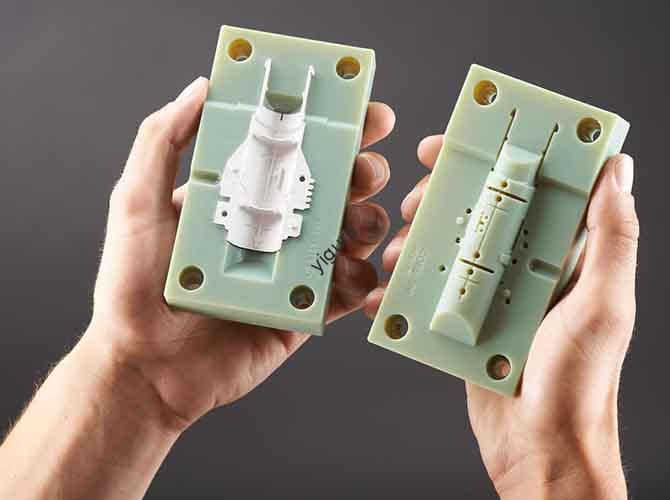
- Progettazione di stampi: Use a single-cavity aluminum mold ($2,000) with a side gate (on the horse’s base) and cooling channels in the legs.
- Mold Processing & Tryout:
- CNC machine the aluminum mold (3 giorni); assemble and install on a 10-ton injection molding machine.
- Preheat the mold to 70°C (ABS recommended temperature).
- Stampaggio ad iniezione:
- Parameters: Barrel temperature 220°C, injection pressure 100MPa, holding pressure 70MPa, injection time 3 secondi, tempo di raffreddamento 15 secondi.
- Risoluzione dei problemi: Initial trials show “lack of material” in the horse’s ears—increase injection pressure to 110MPa and widen the gate to 1.5mm.
- Post-elaborazione & Ispezione:
- Trim gates, sand edges, and spray matte black paint.
- Inspect: Precisione dimensionale (100mm±0,1 mm), nessun difetto, and legs assemble smoothly.
- Risultato: 50 defect-free horse ornaments produced in 2 days—ready for market testing.
La prospettiva della tecnologia Yigu
Alla tecnologia Yigu, we see prototype injection molding as a “risk reducer” for product teams. Too many clients skip this step and jump to mass production—only to discover their horse ornament’s thin walls warp or their mold gates leave ugly marks, costo \(10k–)50k in reworks. Il nostro approccio: We help clients optimize prototypes for injection molding (per esempio., adjusting draft angles) and choose cost-effective molds (aluminum for small batches). Per esempio, we helped a client cut horse ornament prototype costs by 40% by using a shared aluminum mold (instead of a custom steel mold) and optimized injection parameters to eliminate shrinkage. Prototype injection molding isn’t an extra expense—it’s the fastest way to ensure mass production runs smoothly, on time, and on budget.
Domande frequenti
- Can prototype injection molding use the same molds as mass production?
Rarely—prototype molds (aluminum/silicone) are designed for small batches (10–500 unità) and have shorter lifespans (1,000–10,000 shots). Mass production uses steel molds (100,000+ shots) per la durabilità. Tuttavia, prototype mold designs can be modified for mass production (per esempio., adding cavities to a single-cavity prototype mold).
- How much does prototype injection molding cost for a small batch (50 unità) of horse-shaped ornaments?
Total cost: \(3,500–)5,000. Breakdown: Muffa (\(2,000–)3,000), materiale (ABS: \(50–)100), lavoro (\(500–)1,000), e post-elaborazione (\(500–)800). This is 70% cheaper than producing 50 units via 3D printing (\(15/unit vs. \)50/unità).
- **