إذا كنت مصمم منتج أو مهندس يعمل على النماذج الأولية CNC البلاستيكية, you might want to elevate your part’s look and feel beyond a basic machined finish. رسم الأسلاك (also called brushing) is the perfect solution—it creates fine, uniform lines on the plastic surface, mimicking the sleek texture of metal brushed parts. This process not only boosts the prototype’s decorative appeal but also enhances its tactile feel, making it ideal for consumer electronics, household appliances, or presentation-ready models. في هذا الدليل, we’ll break down everything you need to know about wire drawing in CNC plastic prototype processing, from material selection to final inspection, so you can achieve consistent, النتائج المهنية.
What Is Wire Drawing in CNC Plastic Prototype Processing?
أولاً, دعونا نوضح ماهية السلك ولماذا يهم لك النموذج الأولي CNC البلاستيكية. رسم الأسلاك عبارة, خطوط متوازية في السطح البلاستيكي. على عكس الخدوش العشوائية من الصنفرة, هذه الخطوط متعمدة وموحدة, إنشاء نسيج "مصقول" يخفي عيوب السطح البسيطة (مثل علامات الأدوات الصغيرة) أثناء إضافة العمق البصري.
للنماذج البلاستيكية CNC, يقدم السلك ثلاث فوائد رئيسية:
- تعزيز الجمالية: إنه يحول البلاستيك العادي إلى جزء ذو مظهر متميز-عظم عروض عروض عهداء أو عينات أبحاث السوق.
- تحسن اللمس: يشعر السطح المحكم بدرجة أكبر وأقل زلقًا من البلاستيك الملساء, وهو زائد للأجهزة المحمولة (على سبيل المثال, عناصر التحكم عن بُعد, حالات الهاتف).
- التطبيق العملي: الملمس المصقول أكثر مقاومة لبصمات المرئية من الانتهاء اللامع, الحفاظ على النموذج الأولي نظيفًا لفترة أطول.
خطوة 1: اختر المادة البلاستيكية المناسبة لرسم الأسلاك
لا تعمل جميع المواد البلاستيكية بشكل جيد مع رسم الأسلاك - بعضها ناعم جدًا (مما يؤدي إلى خطوط غير متكافئة) أو هش جدا (تكسير أثناء المعالجة). الخطوة الأولى والأكثر أهمية هي اختيار البلاستيك المتوافق مع هذه التقنية. فيما يلي انهيار للمواد البلاستيكية CNC الشائعة ومدى ملاءمتها للرسم الأسلاك, بالإضافة إلى الاعتبارات الرئيسية.
| مادة بلاستيكية | التوافق مع رسم الأسلاك (1= فقير, 5= ممتاز) | الخصائص الرئيسية لرسم الأسلاك | كثافة الخط المثالية (خطوط لكل بوصة, LPI) | الأفضل ل (أنواع النموذج الأولي) |
| القيمة المطلقة | 5 (ممتاز) | جامد, صلابة متسقة, نقطة ذوبان منخفضة (يتجنب ارتفاع درجة حرارة الأداة) | 80-120 LPI | حاويات الإلكترونيات, قطع غيار |
| الكمبيوتر الشخصي (البولي) | 4 (جيد جدًا) | قوة عالية التأثير, مقاوم للخدش (يحمل الملمس جيدا) | 60-100 LPI | أغطية العرض, معدات السلامة |
| PMMA (الأكريليك) | 4 (جيد جدًا) | شفاف (يضيف الملمس العمق دون إخفاء الوضوح) | 70-110 LPI | عروض زخرفية, أغلفة شفافة |
| ص (البولي بروبيلين) | 3 (جيد) | مرن (يتطلب ضغط الأداة الأخف وزنا) | 50-80 LPI | حاويات الطعام, قبضة ناعمة |
| بوم (أسيتال) | 2 (عدل) | من الصعب ولكن عرضة للأداة الثرثرة (خطوط غير مستوية) | 40-60 LPI | الأجزاء الميكانيكية (فقط إذا كان الملمس غير محظور) |
| السيليكون | 1 (فقير) | لينة جدا (خطوط تلطخ أو تختفي) | ن/أ | لا ينصح برسم الأسلاك |
للنصيحة: ABS البلاستيك هو الاختيار من أجل معظم النماذج CNC التي تجرها الأسلاك. إنه بأسعار معقولة, سهل الجهاز, وينتج هش, خطوط موحدة. إذا كنت بحاجة إلى شفافية, اختر PMMA - ولكن ملاحظة أنه قد يتطلب سرعات أدوات أبطأ لتجنب خدش السطح.
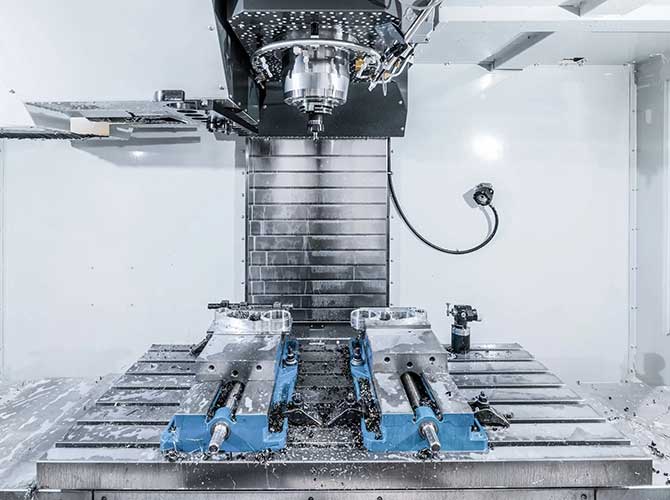
خطوة 2: الدقة CNC Machining للنموذج الأولي الأساسي
قبل رسم الأسلاك, تحتاج إلى نموذج أولي من البلاستيك CNC. عملية رسم الأسلاك تعزز السطح, لكن لا يمكن إصلاح العيوب الرئيسية (مثل الحواف غير المستوية أو علامات الأدوات العميقة). اتبع هذه الإرشادات الخاصة بآلات CNC لضمان سير عمل سلك سلس:
- إعطاء الأولوية نعومة السطح: استخدم مطحنة رائعة (0.5-1mm قطر) لتمريرة CNC النهائية. هذا يقلل من خشونة السطح الأولية إلى ر 1.6 ميكرون أو أقل- القاعدة الأكثر سلاسة, كلما كانت خطوط رسم الأسلاك أكثر اتساقًا.
- Avoid Over-Machining: Overheating during CNC machining can warp the plastic (especially ABS or PC), leading to uneven wire drawing. Keep spindle speeds between 10,000–15,000 RPM for ABS and 8,000–12,000 RPM for PC to prevent heat buildup.
- Cut to Exact Dimensions: Wire drawing removes a tiny layer of plastic (0.02–0.05mm) from the surface. Account for this by machining the prototype 0.03mm larger than the final desired size—this ensures the part meets specs after finishing.
مثال: If your final prototype needs to be 100mm x 50mm x 5mm, machine it to 100.03mm x 50.03mm x 5.03mm before wire drawing.
خطوة 3: Surface Pretreatment—The Key to Uniform Lines
Even a well-machined prototype has small contaminants (like oil from machining or dust) that can ruin wire drawing results. Surface pretreatment ensures the plastic is clean and smooth, so the wire drawing tool glides evenly. Follow these three steps:
3.1 Clean the Surface
- الأدوات اللازمة: كحول الأيزوبروبيل (70%+ concentration), القماش الألياف الدقيقة خالية من الوبر, الهواء المضغوط.
- عملية:
- استخدام الهواء المضغوط (ضغط منخفض, 30-40 PSI) to blow away loose dust from crevices.
- تخفيف قطعة قماش من الألياف الدقيقة مع كحول الأيزوبروبيل ومسح النموذج الأولي في خطوط مستقيمة (avoid circular motions, which can spread oil).
- Let the prototype air-dry for 10–15 minutes—alcohol evaporates quickly, لذلك لا توجد حاجة إلى شطف.
- لماذا يهم: Oil or dust creates “skips” in the wire drawing lines—areas where the tool doesn’t make contact with the plastic, leaving blank spots.
3.2 Smooth Minor Imperfections
- الأدوات اللازمة: 400–600 grit sandpaper (wet/dry), sanding block, water.
- عملية:
- Wet the sandpaper (water reduces dust and prevents scratching) and wrap it around a sanding block (for even pressure).
- Sand the prototype surface lightly (1–2 passes per area) in the same direction you plan to draw the wires.
- شطف النموذج الأولي بالماء وتجفيفه بقطعة قماش نظيفة.
- لماذا يهم: تزيل هذه الخطوة علامات الأدوات الصغيرة أو الأدوات التي قد تظهر من خلال نسيج رسم السلك.
خطوة 4: علاج السلك - إنشاء الملمس
حان الوقت الآن لإنشاء تأثير رسم الأسلاك. ستحتاج إلى أدوات متخصصة (يدوي أو آلي) والتحكم الدقيق في السرعة والضغط للحصول على خطوط موحدة. فيما يلي تفاصيل الأدوات, حدود, والتنفيذ خطوة بخطوة.
4.1 اختر أدوات رسم الأسلاك المناسبة
تعتمد الأداة التي تستخدمها على حجم النموذج الأولي الخاص بك, شكل, وكثافة الخط المطلوبة. إليك مقارنة بين الخيارات الشائعة:
| نوع الأداة | الأفضل ل (حجم النموذج الأولي/الشكل) | توحيد الخط (1= فقير, 5= ممتاز) | وقت المعالجة (لكل 10 سم مربع) | نطاق التكلفة |
| فرشاة الأسلاك اليدوية | أجزاء صغيرة, زوايا ضيقة | 3 (جيد) | 2-3 دقائق | \(10- )30 |
| آلة رسم الأسلاك الكهربائية | أسطح مسطحة كبيرة (على سبيل المثال, 10لوحات CM+) | 5 (ممتاز) | 30-60 ثانية | \(200- )500 |
| عجلة جلخ دوارة | الأسطح المنحنية (على سبيل المثال, حواف مدورة) | 4 (جيد جدًا) | 1-2 دقائق | \(50- )100 |
ملحوظة: بالنسبة لمعظم النماذج البلاستيكية CNC (صغير إلى متوسط الحجم), و آلة رسم الأسلاك الكهربائية يستحق الاستثمار - إنه سريع وينتج خطوطًا متسقة. لأجزاء صغيرة (على سبيل المثال, 2أزرار CM × 2 سم), فرشاة الأسلاك اليدوية مع شعيرات رائعة تعمل بشكل أفضل.
4.2 إعداد معلمات الأدوات
المعلمات الصحيحة (سرعة, ضغط, اتجاه الخط) ضمان هش, حتى الخطوط. فيما يلي الإعدادات الموصى بها للأدوات والمواد الأكثر شيوعًا:
| نوع الأداة | مادة بلاستيكية | سرعة الأداة (دورة في الدقيقة للأدوات الكهربائية) | ضغط الأداة (الضوء/المتوسط/الثقيل) | اتجاه الخط (بالنسبة للنموذج الأولي) |
| آلة رسم الأسلاك الكهربائية | القيمة المطلقة | 1,500-2000 دورة في الدقيقة | واسطة | بالتوازي مع أطول حافة الجزء |
| آلة رسم الأسلاك الكهربائية | الكمبيوتر الشخصي | 1,200-1،800 دورة في الدقيقة | ضوء | بالتوازي مع أطول حافة الجزء |
| فرشاة الأسلاك اليدوية | PMMA | ن/أ (يدوي: 1-2 السكتات الدماغية في الثانية) | ضوء | قطري (45°) لمزيد من الاهتمام البصري |
| عجلة جلخ دوارة | ص | 800-1200 دورة في الدقيقة | ضوء | اتبع منحنى الجزء (على سبيل المثال, دائري للحواف المستديرة) |
للنصيحة: اختبر دائمًا إعدادات الأداة على قطعة خردة من نفس البلاستيك أولاً. يتيح لك ذلك ضبط السرعة أو الضغط قبل العمل على النموذج الأولي الفعلي - مما ينقلك من أخطاء مكلفة.
4.3 تنفيذ عملية رسم الأسلاك
بمجرد إعداد أدواتك واختبارها, اتبع هذه الخطوات لرسم الأسلاك على النموذج الأولي البلاستيكي CNC:
- تأمين النموذج الأولي: استخدم المشبك أو الرذيلة مع فكي ناعم (لتجنب خدش البلاستيك) لعقد الجزء في مكانه. يجب أن يكون السطح المراد رسمه المستوى - وهذا يمنع الأداة من الغمس أو الرفع (تسبب خطوط غير مستوية).
- ابدأ بتمرير اختبار: قم بتشغيل الأداة فوق صغيرة, منطقة أقل وضوحا للنموذج الأولي (على سبيل المثال, الظهر أو أسفل). تحقق من الخطوط - إذا كانت باهتة جدًا, زيادة الضغط قليلا; إذا كانت غير متساوية, إبطاء سرعة الأداة.
- العمل في السكتات الدماغية المستمرة: للأسطح المسطحة, انقل الأداة في اتجاه واحد مستمر (لا حركات خلفية). السكتات الدماغية المتداخلة 50% لا يضمن عدم وجود فجوات بين السطور. للأسطح المنحنية, اتبع محيط الجزء مع الأداة - استخدم عجلة دوارة لمعظم التحكم.
- مراقبة ارتفاع درجة الحرارة: البلاستيك (خاصة القيمة المطلقة) يمكن أن تذوب إذا كانت الأداة قابلة للتبقى في بقعة واحدة. توقف كل 30 ثواني لمس السطح - إذا كانت دافئة (ليس ساخنًا), يستمر في التقدم. إذا كان الجو حارًا, دعه يبرد لمدة 1-2 دقائق قبل المتابعة.
خطوة 5: ما بعد المعالجة لتحسين الملمس
بعد رسم الأسلاك, يحتاج النموذج الأولي إلى معالجة ما بعد المعالجة لتنظيف الغبار البلاستيكي الزائد وتعزيز وضوح الملمس. تستغرق هذه الخطوة 15-30 دقيقة ولكنها تحدث فرقًا كبيرًا في المظهر النهائي.
5.1 إزالة الغبار والحطام
- الأدوات اللازمة: فرشاة الخنازير الناعمة (على سبيل المثال, فرشاة المكياج), فراغ مع فوهة صغيرة.
- عملية:
- قم بتنظيف سطح السلك بلطف بتخفيف الغبار البلاستيكي-الفرشاة في نفس اتجاه الخطوط لتجنب التلطيخ.
- استخدم فوهة الفراغ (على الطاقة المنخفضة) لامتصاص الغبار الفضفاض. تجنب لمس السطح مع الفوهة (يمكن أن يخدش الملمس).
5.2 الصنفرة الخفيفة (إذا لزم الأمر)
- متى تفعل ذلك: إذا كان للخطوط "نوبات" صغيرة (قطع بلاستيكية صغيرة تلتصق), استخدم ورق الصنفرة الرطب 800 لسلعها.
- عملية: يخلط ورق الصنفرة والرمل بخفة على طول الخطوط (1 تمر فقط). شطفه بالماء وجاف - وهذا يزيل الأوساخ دون أن يتلاشى الملمس.
5.3 طلاء اختياري للمتانة
- لماذا معطف: معطف واضح يحمي نسيج السلك من الخدوش ويتلاشى. إنه مفيد بشكل خاص للنماذج الأولية التي سيتم التعامل معها بشكل متكرر (على سبيل المثال, نماذج اختبار المستخدم).
- المعاطف الموصى بها: استخدم معطفًا واضحًا من الأكريليك القائم على الماء (رش). تطبيق 1-2 معاطف رقيقة (انتظر 10 دقائق بين المعاطف) ودعها تعالج 24 ساعات. تجنب المعاطف القائمة على الزيت-يمكنهم تغمق البلاستيك وطمس الخطوط.
خطوة 6: التفتيش والاختبار لضمان الجودة
الخطوة الأخيرة هي فحص الجودة-تحتاج إلى التحقق من أن النموذج الأولي الذي تجره الأسلاك يلبي متطلبات التصميم الخاصة بك وسيتمسك بالاستخدام. استخدم قائمة المراجعة هذه:
6.1 التفتيش البصري
- تحقق من كثافة الخط الموحد: استخدم مسطرة لقياس الخطوط لكل بوصة (LPI)- يجب أن يتطابق مع هدفك (على سبيل المثال, 80-120 LPI لـ ABS).
- ابحث عن العيوب: لا فجوات, يتخطى, أو خطوط ملطخة. امسك النموذج الأولي حتى الضوء - يجب أن ينعكس المصباح بالتساوي على طول الخطوط (الانعكاس غير المتكافئ يعني خطوط غير مستوية).
- تحقق من الأبعاد: استخدم الفرجار للتحقق مما إذا كان الجزء لا يزال ضمن مواصفات التصميم الخاصة بك (يتذكر, يزيل السلك ~ 0.03 مم من البلاستيك).
6.2 اختبار وظيفي
- اختبار اللمس: قم بتشغيل إصبعك على طول الخطوط - يجب أن يشعروا بسلاسة (لا بقع خشنة) ومتسقة.
- اختبار التآكل: فرك قطعة قماش للألياف الدقيقة الجافة على السطح 50 مرات (مع ضغط الضوء). يجب أن يظل الملمس سليما (لا تتلاشى أو تلطيخ).
- اختبار المقاومة الكيميائية (إذا لزم الأمر): إذا تعرض النموذج الأولي للسوائل (على سبيل المثال, نموذج زجاجة ماء), امسح السطح بقطعة قماش مبللة واتركه يجف. يجب ألا تشوه الملمس أو يتلاشى.
أخطاء شائعة لتجنبها في رسم الأسلاك
حتى المهندسين ذوي الخبرة يرتكبون أخطاء في رسم الأسلاك. فيما يلي القضايا الأكثر شيوعًا وكيفية إصلاحها:
| خطأ شائع | سبب | تأثير | حل |
| خطوط غير مستوية | ضغط الأداة ثقيل للغاية في بعض المناطق | الملمس يبدو فوضويًا وغير مهني | استخدم كتلة الصنفرة للأدوات اليدوية; اضبط ضغط الأدوات الكهربائية على "متوسط" والحفاظ على السرعة متسقة |
| خطوط ملطخة | البلاستيك ناعم جدا (على سبيل المثال, السيليكون) أو سرعة الأداة عالية جدًا | خطوط تطهير معا, فقدان التعريف | اختر بلاستيك أكثر صلابة (على سبيل المثال, القيمة المطلقة); أقل سرعة الأداة بنسبة 20-30 ٪ |
| البلاستيك المتشققة | البلاستيك هش للغاية (على سبيل المثال, بوم) أو ضغط الأدوات مرتفع جدًا | تم تدمير النموذج الأولي (لا يمكن إصلاح الشقوق) | التبديل إلى البلاستيك أكثر مرونة (على سبيل المثال, ص); استخدم ضغط أداة "الضوء" |
| خطوط باهتة | الصنفرة بعد المعالجة عدوانية للغاية | يصبح الملمس باهتة أو يختفي | استخدم ورق الصنفرة 800 (ليس خشن) والرمال فقط 1 يمر |
منظور Yigu Technology حول رسم الأسلاك للنماذج البلاستيكية CNC
في Yigu Technology, نرى رسم الأسلاك كوسيلة فعالة من حيث التكلفة لرفع النماذج البلاستيكية CNC من "وظيفية" إلى "قسط". يعمل فريقنا على تحسين العملية: 1) مواد بلاستيكية قبل الاختبار لضمان التوافق (نوصي القيمة المطلقة 90% من المشاريع); 2) باستخدام آلات رسم الأسلاك الكهربائية الدقيقة (± 5 دورة في الدقيقة التحكم في السرعة) لخطوط موحدة; 3) إضافة معطف واضحة ملكية يعزز متانة الملمس بواسطة 40% دون وضوح خطوط. بالنسبة لمعظم النماذج البلاستيكية CNC, نكمل رسم الأسلاك (من الآلات إلى الطلاء) في 1-2 أيام. نحن نقدم أيضًا كثافات خطية مخصصة (50-150 LPI) لتتناسب مع احتياجات العملاء الفريدة - لا تكلفة إضافية للتعديلات الصغيرة.
التعليمات:
1. هل يمكنني القيام بسلك يرسم على نموذج أولي بلاستيكي مطبوع ثلاثي الأبعاد (ليس CNC الآلي)?
نعم, لكنها أكثر صعوبة. 3د المطبوع المواد البلاستيكية (على سبيل المثال, FDM ABS) تحتوي على خطوط طبقة يمكن أن تتداخل مع رسم الأسلاك. أولاً, املأ خطوط الطبقة بحشو بلاستيكي (على سبيل المثال, بوندو بلاستيك حشو) والرمال إلى RA 1.6 μM. ثم اتبع نفس خطوات رسم الأسلاك - ولكن استخدام ضغط الأداة الأخف وزنا (3البلاستيك المطبوع أكثر من مسامية من البلاستيك الآلي CNC). لاحظ أن الملمس قد لا يكون هشًا كما في النموذج الأولي CNC.
2. كم من الوقت تستغرق عملية رسم الأسلاك للنموذج الأولي للبلاستيك CNC (على سبيل المثال, لوحة ABS 10 سم × 10 سم)?
لوحة ABS 10 سم × 10 سم: تصنيع CNC (1-ساعاتين) → المعالجة (15 دقائق) → رسم الأسلاك (20-30 دقيقة) → ما بعد المعالجة (20 دقائق) → التفتيش (10 دقائق). إجمالي الوقت: ~ 2-3 ساعات (لا تشمل وقت علاج الطلاء, وهو 24 ساعات). لأجزاء أكبر (على سبيل المثال, 30سم × 20 سم), أضف 1-2 ساعة إلى خطوة رسم السلك.
3. هل يمكنني تغيير اتجاه الخط (على سبيل المثال, قطري بدلا من التوازي) لإلقاء نظرة فريدة?
قطعاً! خطوط قطرية (45°) أضف الاهتمام البصري والعمل بشكل جيد للنماذج الأولية المزخرفة (على سبيل المثال, الحالات عرض). لنمط "التقاطع", أول رسم خطوط في اتجاه واحد (على سبيل المثال, 0°), دع النموذج الأولي يبرد, ثم ارسم خطوط عمودي (90°). استخدم نفس LPI لكلا الاتجاهين (على سبيل المثال, 80 LPI) والحفاظ على ضوء ضغط الأدوات - التعاقد أكثر عرضة للتفاوت إذا كان الضغط ثقيلًا جدًا.